TH
เม็ดมีดทังสเตนคาร์ไบด์สำหรับเครื่องเจาะอุโมงค์: คืออะไร และเหตุใดจึงมีความสำคัญ
ข่าวอุตสาหกรรม-บทบาทของเม็ดมีดทังสเตนคาร์ไบด์ในการคว้านอุโมงค์
เม็ดมีดทังสเตนคาร์ไบด์สำหรับเครื่องเจาะอุโมงค์เป็นองค์ประกอบหลักในการตัดที่รับผิดชอบในการแตกหัก การขูด และการแยกตัวของหินและการก่อตัวของดินที่หน้าอุโมงค์ ความก้าวหน้าของอุโมงค์ทุกๆ เมตรในสภาพพื้นที่แข็งหรือพื้นที่ผสมขึ้นอยู่กับความสามารถของเม็ดมีดเหล่านี้ในการรักษารูปทรงการตัด ต้านทานการสึกหรอจากการเสียดสี และดูดซับแรงกระแทกและแรงอัดมหาศาลที่เกิดขึ้นเมื่อหัวตัดแบบหมุนไปกระทบกับหินที่ความลึก หากไม่มีการระบุและบำรุงรักษาเม็ดมีดคาร์ไบด์อย่างเหมาะสม อัตราการเจาะจะลดลงอย่างรวดเร็ว การใช้เครื่องตัดเพิ่มขึ้น และความคุ้มค่าของโครงการขุดอุโมงค์ทั้งหมดจะลดลงอย่างรวดเร็ว
เม็ดมีดนั้นเป็นส่วนประกอบที่มีขนาดกะทัดรัด โดยทั่วไปจะมีขนาดวิกฤตตั้งแต่ไม่กี่มิลลิเมตรไปจนถึงหลายเซนติเมตร แต่ได้รับการออกแบบทางวิศวกรรมให้มีความแม่นยำในระดับสูงเป็นพิเศษ เกรดทังสเตนคาร์ไบด์ ปริมาณสารยึดเกาะ ขนาดเกรน รูปทรงของเม็ดมีด และระบบการติดตั้งแบบบัดกรีหรือแบบสวมอัด ล้วนเป็นตัวแปรที่ผู้ผลิตเม็ดมีดปรับให้เหมาะสมสำหรับการใช้งานการตัดเฉพาะด้าน ข้อมูลจำเพาะของเม็ดมีดคาร์ไบด์ที่ใช้งานได้ดีกับหินปูนจะสึกหรอก่อนเวลาอันควรหรือแตกหักในหินแกรนิตหรือควอทซ์ไซต์ และในทางกลับกัน การทำความเข้าใจว่าเหตุใดจึงเป็นเช่นนั้น และวิธีตัดสินใจเลือกข้อกำหนดเฉพาะที่ถูกต้อง ถือเป็นความรู้เชิงปฏิบัติที่จะแยกการจัดซื้อเครื่องมือ TBM ที่มีประสิทธิภาพออกจากการลองผิดลองถูกที่มีราคาแพงในภาคสนาม
ทังสเตนคาร์ไบด์คืออะไร และเหตุใดจึงใช้ในเครื่องมือตัด TBM
ทังสเตนคาร์ไบด์ (WC) เป็นสารประกอบทางเคมีของทังสเตนและคาร์บอนซึ่งอยู่ในรูปแบบเผาผนึกบริสุทธิ์ เป็นหนึ่งในวัสดุทางวิศวกรรมที่แข็งที่สุดที่มีอยู่ รองจากเพชรและคิวบิกโบรอนไนไตรด์ในบรรดาวัสดุเครื่องมือตัดที่ใช้งานเชิงพาณิชย์ ในผลิตภัณฑ์ซีเมนต์คาร์ไบด์ที่ใช้สำหรับเม็ดมีด TBM เม็ดทังสเตนคาร์ไบด์จะถูกผูกเข้าด้วยกันด้วยสารยึดเกาะที่เป็นโลหะ ซึ่งเกือบจะเป็นโคบอลต์ (Co) แม้ว่าตัวประสานนิกเกิลและนิกเกิล-โครเมียมจะถูกนำมาใช้ในเกรดที่ทนต่อการกัดกร่อนโดยเฉพาะก็ตาม โดยผ่านกระบวนการโลหะผสมผงที่เกี่ยวข้องกับการอัดและการเผาผนึกในสถานะของเหลวที่อุณหภูมิสูงกว่า 1300°C
ผลลัพธ์ที่ได้คือวัสดุคอมโพสิตซึ่งมีเม็ด WC แบบแข็งให้ความแข็งและความทนทานต่อการสึกหรอสูงสุด ในขณะที่เมทริกซ์สารยึดเกาะโคบอลต์ให้ความเหนียวและทนทานต่อการแตกหักภายใต้แรงกระแทก ข้อมูลเชิงลึกที่สำคัญก็คือ ความแข็งและความเหนียวนั้นมีอยู่ในแรงดึงในซีเมนต์คาร์ไบด์ โดยทั่วไปการเพิ่มค่าหนึ่งจะส่งผลให้อีกค่าหนึ่งต้องสูญเสียไป เกรดที่มีปริมาณโคบอลต์ต่ำและขนาดเกรนละเอียดจะแข็งกว่าและทนทานต่อการสึกหรอมากกว่าแต่เปราะมากกว่า เกรดที่มีปริมาณโคบอลต์สูงกว่าและขนาดเกรนที่หยาบกว่านั้นจะมีความแข็งกว่าและทนทานต่อแรงกระแทกมากกว่า แต่สึกหรอเร็วกว่าในสภาวะที่มีการเสียดสี การเลือกเกรดที่เหมาะสมสำหรับเม็ดมีดคาร์ไบด์ TBM หมายถึงการค้นหาตำแหน่งที่เหมาะสมที่สุดในการแลกเปลี่ยนระหว่างความแข็งและความเหนียวกับประเภทของหินที่เฉพาะเจาะจง การเสียดสีจากการก่อตัวของหิน และกลไกการตัดที่เกี่ยวข้อง
สำหรับการใช้งาน TBM โดยเฉพาะ ซีเมนต์คาร์ไบด์มีประสิทธิภาพเหนือกว่าทางเลือกอื่นๆ ที่ใช้งานได้จริงทั้งหมด ปลายเหล็กขาดความแข็งในการต้านทานการสึกหรอของหินที่มีอัตราการเจาะทะลุที่ยอมรับได้ เซรามิกมีความแข็งในการแข่งขันแต่มีความเหนียวแตกหักไม่เพียงพอต่อการทนต่อแรงกระแทกที่หน้าอุโมงค์ เครื่องมือปลายเพชรถูกนำมาใช้ในการใช้งานที่มีมูลค่าสูงโดยเฉพาะ แต่ไม่สามารถทำได้สำหรับปริมาณชิ้นส่วนการตัดที่ต้องใช้กับหัวกัด TBM แบบเต็ม การผสมผสานระหว่างความแข็ง ความเหนียว ความเสถียรทางความร้อน และความสามารถในการผลิตของซีเมนต์คาร์ไบด์ในระดับอุตสาหกรรม ทำให้ซีเมนต์คาร์ไบด์กลายเป็นโซลูชันมาตรฐานสำหรับเม็ดมีดตัด TBM แบบฮาร์ดร็อคและแบบกราวด์ทั่วทั้งอุตสาหกรรมอุโมงค์ทั่วโลก
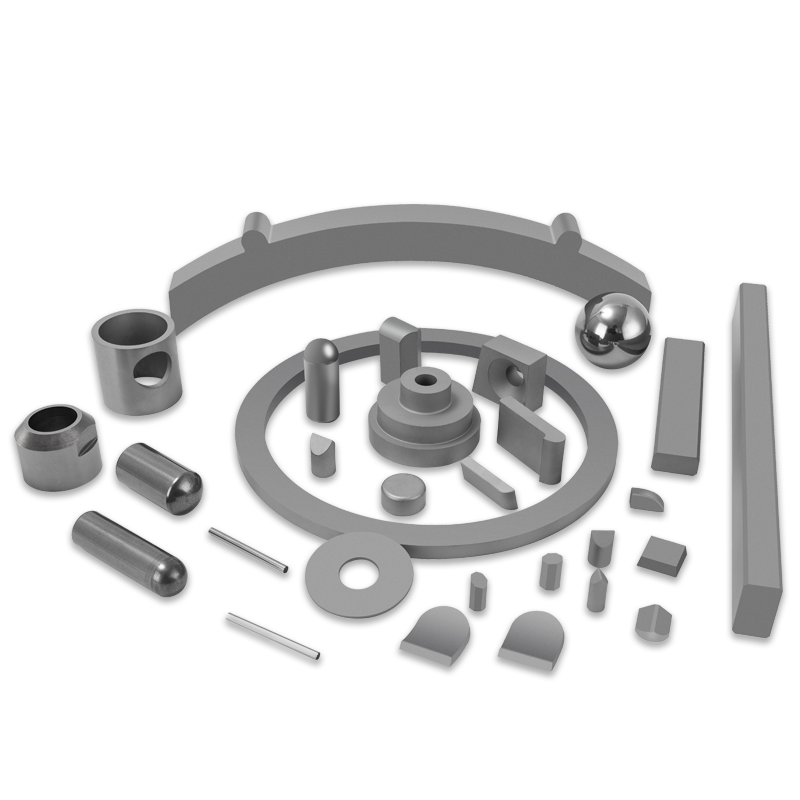
ประเภทของเม็ดมีดคาร์ไบด์ TBM และฟังก์ชั่น
เม็ดมีดทังสเตนคาร์ไบด์บนหัวตัด TBM ไม่ใช่ทั้งหมดที่จะทำหน้าที่เหมือนกัน หัวกัดคือการประกอบเครื่องมือประเภทต่างๆ ที่ซับซ้อน โดยแต่ละประเภทอยู่ในตำแหน่งเพื่อทำงานเฉพาะเจาะจงในกระบวนการทำลายหินและการกำจัดวัสดุ การทำความเข้าใจความแตกต่างระหว่างประเภทเม็ดมีดเหล่านี้ถือเป็นพื้นฐานในการระบุเกรดคาร์ไบด์และรูปทรงที่เหมาะสมสำหรับแต่ละตำแหน่ง
ใบมีดตัดแผ่นดิสก์
เครื่องตัดแผ่นดิสก์เป็นเครื่องมือตัดหลักสำหรับ TBM แบบฮาร์ดร็อค เครื่องตัดจานประกอบด้วยวงแหวนเหล็ก ซึ่งก็คือจาน ซึ่งติดตั้งอยู่บนชุดดุมที่ช่วยให้หมุนได้อย่างอิสระในขณะที่หัวตัดหมุน ขอบของแผ่นจานสัมผัสกับหน้าหินและทำให้เกิดการแตกหักของแรงดึงผ่านกลไกการเยื้องแบบกลิ้ง แทนที่จะใช้การตัดโดยตรง เม็ดมีดทังสเตนคาร์ไบด์ในการใช้งานเครื่องตัดแผ่นดิสก์มักจะฝังอยู่ในขอบวงแหวนของแผ่นดิสก์หรือใช้เป็นวัสดุขอบสัมผัสในการออกแบบแผ่นดิสก์คอมโพสิต เม็ดมีดเหล่านี้จะต้องต้านทานแรงอัดสูงที่จุดสัมผัสของหิน ความเมื่อยล้าจากรอบการกระแทกซ้ำๆ และการสึกหรอจากการเสียดสีจากแร่ธาตุแข็ง — โดยเฉพาะควอตซ์ — ในเมทริกซ์ของหิน โดยทั่วไปเกรดที่มีปริมาณโคบอลต์ปานกลาง (8–12% Co) และขนาดเกรนละเอียดถึงปานกลางมักถูกกำหนดไว้สำหรับเม็ดมีดคัตเตอร์ดิสก์ในงานฮาร์ดร็อค
ปุ่มและสตั๊ดแทรกสำหรับเครื่องมือลาก
ในสภาพพื้นผิวอ่อนถึงแข็งปานกลางและหน้าตัดผสม TBM ใช้เครื่องมือลาก เช่น หยิบ เครื่องขูด และคัตเตอร์เกจ ซึ่งติดตั้งด้วยปุ่มทังสเตนคาร์ไบด์หรือเม็ดมีดสตัดที่ก่อให้เกิดการขูดหรือการตัด เม็ดมีดแบบกระดุมเป็นรูปครึ่งทรงกลมหรือทรงบอลลิสติกโปรไฟล์แบบคาร์ไบด์ที่อัดแน่นเข้ากับตัวเครื่องมือที่เป็นเหล็ก เม็ดมีดสตัดเป็นด้ามทรงกระบอกที่มีปลายแข็ง นอกจากนี้ยังติดตั้งแบบกดหรือประสานเข้ากับเบาะที่เตรียมไว้ เม็ดมีดเหล่านี้มีแรงอัดต่ำกว่าเม็ดมีดของเครื่องตัดดิสก์ แต่ต้องรับแรงเฉือนด้านข้างที่สูงกว่า และผลกระทบที่แปรผันได้มากกว่าจากการสัมผัสดินหินผสม เกรดที่มีปริมาณโคบอลต์สูงกว่า (12–16% Co) และขนาดเกรนที่หยาบกว่าจะมีความเหนียวที่จำเป็นในการต้านทานการแตกหักภายใต้สภาวะการรับน้ำหนักเหล่านี้ โดยแลกกับความต้านทานการเสียดสีบางส่วนเมื่อเทียบกับเกรดโคบอลต์ต่ำที่แข็งกว่า
เม็ดมีดเกจและเครื่องตัดเกจ
หัวกัดแบบเกจวางอยู่ที่ขอบด้านนอกของหัวตัด TBM และตัดโปรไฟล์อุโมงค์ให้ได้เส้นผ่านศูนย์กลางที่ต้องการ พวกเขาพบกับการผสมผสานระหว่างความเร็วตัดสูงสุด — เนื่องจากพวกมันเคลื่อนที่เป็นระยะทางเส้นรอบวงสูงสุดต่อการหมุน — และการรับแรงกระแทกที่สำคัญจากความผิดปกติของโปรไฟล์และสภาพพื้นที่ผสมที่ขอบเขตอุโมงค์ เม็ดมีดของหัวกัดแบบเกจขึ้นอยู่กับสภาวะการสึกหรอที่รุนแรงที่สุดบนหัวกัด ซึ่งเป็นสาเหตุว่าทำไมจึงมักระบุเป็นเกรดที่แข็งกว่าหรือมีขนาดเม็ดมีดที่ใหญ่กว่า ซึ่งทำให้มีปริมาณคาร์ไบด์มากขึ้นเพื่อต้านทานการสึกหรอก่อนที่เม็ดมีดจะต้องเปลี่ยน
ส่วนแทรก Bucketwheel และ Spoke Tip
บน EPB (Earth Pressure Balance) และ TBM ของสารละลายที่ทำงานในสภาพพื้นดินอ่อนหรือพื้นผิวผสม ซี่ล้อของหัวตัดและช่องเปิดของ bucketwheel จะติดตั้งองค์ประกอบสวมปลายคาร์ไบด์ที่ปกป้องโครงสร้างเหล็กจากการสึกหรอจากการเสียดสีเนื่องจากวัสดุที่คลายตัวถูกตักเข้าไปในเครื่องจักร โดยทั่วไป เม็ดมีดป้องกันการสึกหรอเหล่านี้ระบุไว้ในเกรดที่มีความเหนียวสูง ซึ่งทนทานต่อแรงกระแทกจากเศษหินและการแข็งตัวในกระแสโคลน โดยให้ความสำคัญกับความสมบูรณ์ของโครงสร้างมากกว่าความคมของคมตัด
การเลือกเกรดคาร์ไบด์ตามประเภทหินและการเสียดสี
สภาพทางธรณีวิทยาที่หน้าอุโมงค์เป็นตัวขับเคลื่อนหลักในการเลือกเกรดเม็ดมีดคาร์ไบด์ ค่าการเสียดสีของหิน — วัดปริมาณผ่านการทดสอบมาตรฐาน เช่น Cerchar Abrasivity Index (CAI) และการทดสอบค่าขัดถู LCPC — คาดการณ์โดยตรงถึงอัตราที่เม็ดมีดคาร์ไบด์จะสึกหรอและโอกาสที่จะเกิดการแตกหักอย่างรุนแรงภายใต้แรงกระแทก การจับคู่เกรดเม็ดมีดกับการกัดกร่อนของหินถือเป็นการตัดสินใจครั้งสำคัญที่สุดในข้อกำหนดเฉพาะของเม็ดมีดคาร์ไบด์ TBM
| ประเภทร็อค | ช่วง CAI ทั่วไป | เนื้อหาร่วมที่แนะนำ | ขนาดเกรน | กลไกการสึกหรอเบื้องต้น |
| หินปูน/หินอ่อน | 0.1–0.5 | 10–14% | ปานกลาง | การเสียดสีต่ำ ผลกระทบจากระนาบแตกหัก |
| หินทราย | 0.5–2.5 | 8–12% | ละเอียดถึงปานกลาง | การเสียดสีปานกลางจากเม็ดควอตซ์ |
| หินแกรนิต | 2.0–4.5 | 6–10% | ก็ได้ | การเสียดสีสูง การแตกร้าวเมื่อยล้า |
| ควอตซ์ | 3.5–6.0 | 6–9% | ละเอียดมากถึงละเอียด | รอยถลอกอย่างรุนแรง ไมโครชิป |
| หินบะซอลต์/โดเลอไรต์ | 1.5–3.5 | 8–12% | ละเอียดถึงปานกลาง | การเสียดสีและการกระแทกจากการรวมตัวที่แข็ง |
| หน้าผสม / ธารน้ำแข็งจน | ตัวแปร | 12–16% | ปานกลาง to coarse | การแตกหักของแรงกระแทกจากหินกรวด การขัดถูแบบแปรผัน |
เกณฑ์ CAI ที่ประมาณ 2.0 เป็นจุดตัดสินใจในทางปฏิบัติในการเลือกเกรดคาร์ไบด์ เกรดที่มีปริมาณโคบอลต์ที่สูงขึ้นซึ่งมีเกรนปานกลางต่ำกว่าค่านี้ จะให้ความสมดุลระหว่างความเหนียวและความต้านทานการสึกหรอได้ดี ที่สูงกว่า CAI 2.0 อัตราการสึกหรอจากการเสียดสีของเกรดโคบอลต์ที่สูงกว่าจะไม่ประหยัด และข้อมูลจำเพาะควรเปลี่ยนไปใช้ปริมาณโคบอลต์ที่ต่ำกว่า ซึ่งเป็นเกรดเกรนที่ละเอียดกว่าซึ่งคงความแข็งไว้โดยแลกกับความเหนียวบางส่วน ในรูปแบบที่สูงกว่า CAI 4.0 — ควอทซ์ไซต์รุนแรงและกลุ่มบริษัทที่มีฤทธิ์กัดกร่อน — แม้แต่เกรดโคบอลต์ต่ำเกรนละเอียดระดับพรีเมียมก็สึกหรออย่างรวดเร็ว และความถี่ในการเปลี่ยนเม็ดมีดกลายเป็นปัจจัยในการวางแผนโครงการ แทนที่จะเป็นต้นทุนที่หลีกเลี่ยงได้
รูปทรงเม็ดมีดและผลกระทบต่อประสิทธิภาพการตัด
รูปทรงของเม็ดมีด TBM ทังสเตนคาร์ไบด์ — รูปร่างโปรไฟล์ มุมปลาย และสัดส่วนมิติ — เป็นตัวกำหนดวิธีการสัมผัสหน้าหิน การกระจายความเค้นภายในตัวคาร์ไบด์ และประสิทธิภาพจะพัฒนาไปอย่างไรเมื่อเม็ดมีดสึกหรอ การปรับรูปทรงให้เหมาะสมมีความสำคัญพอๆ กับการเลือกเกรดในการยืดอายุการใช้งานเม็ดมีดและประสิทธิภาพการตัดให้สูงสุด
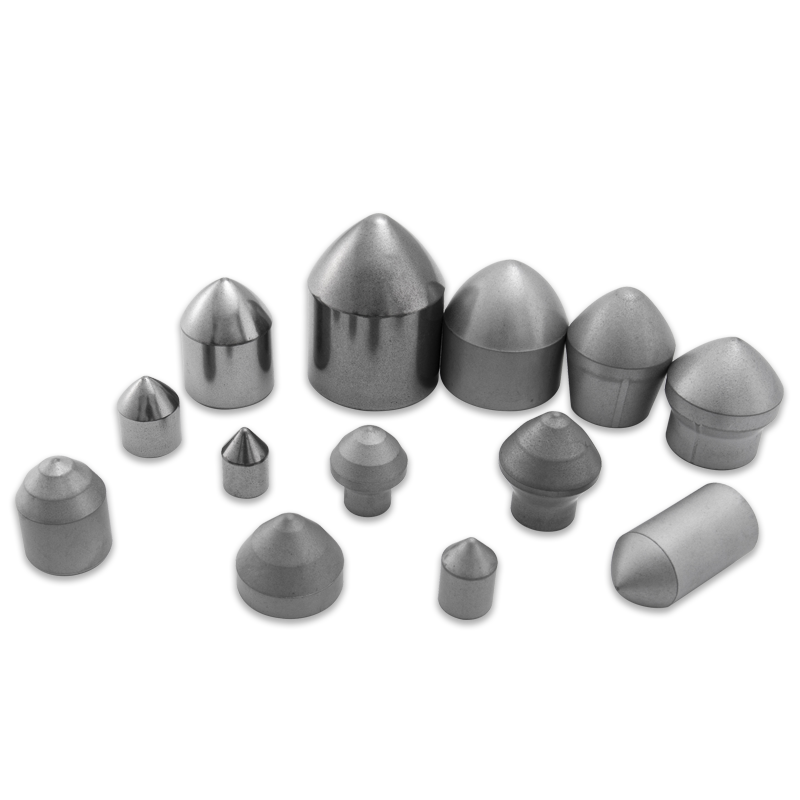
ส่วนแทรกปุ่มครึ่งวงกลม
โปรไฟล์ครึ่งทรงกลมเป็นรูปทรงที่พบบ่อยที่สุดสำหรับการแทรกปุ่มเครื่องมือลากในพื้นที่อ่อนถึงแข็งปานกลาง ปลายโค้งมนกระจายแรงกดสัมผัสอย่างสม่ำเสมอบนพื้นที่ผิวขนาดใหญ่ ช่วยลดความเข้มข้นของแรงเค้นสูงสุดที่อาจทำให้เกิดการแตกหักในโปรไฟล์ที่คมชัดยิ่งขึ้น เมื่อซีกโลกสึกหรอ รูปทรงของมันจะค่อยๆ พัฒนาขึ้น — ซีกโลกที่สึกหรอบางส่วนยังคงเป็นรูปแบบการตัดที่ใช้งานได้ ซึ่งหมายความว่าเม็ดมีดยังคงทำงานต่อไปในส่วนที่มีนัยสำคัญของปริมาตรก่อนที่จะจำเป็นต้องเปลี่ยนใหม่ ข้อจำกัดหลักของโปรไฟล์ครึ่งทรงกลมในฮาร์ดร็อคคือ ต้องใช้แรงเจาะที่สูงกว่าเพื่อให้ได้ความลึกของการเยื้องเท่ากัน เมื่อเทียบกับโปรไฟล์ที่คมกว่า ซึ่งจะลดประสิทธิภาพการตัดในรูปแบบที่แรงเจาะเป็นปัจจัยจำกัด
โปรไฟล์ขีปนาวุธและทรงกรวย
เม็ดมีดแบบ Ballistic มีโปรไฟล์ปลายแบบโอจิฟ — มีลักษณะโค้งมนที่จุด แต่จะเปลี่ยนเป็นตัวทรงกระบอกมากขึ้นในมุมที่ชันกว่าซีกโลก เรขาคณิตนี้เน้นความเครียดจากการสัมผัสอย่างมีประสิทธิผลมากกว่าซีกโลก ทำให้การเจาะทะลุหินที่แข็งกว่าด้วยแรงกระทำเท่าเดิม แต่จะมีโอกาสแตกหักได้ง่ายกว่าหากกระแทกจากด้านข้างหรือใช้ในรูปแบบที่มีการรวมตัวของแข็ง เม็ดมีดทรงกรวยที่มีมุมปลายที่กำหนดไว้จะช่วยเพิ่มข้อได้เปรียบด้านประสิทธิภาพการเจาะเข้าไปอีก แต่มีแนวโน้มแตกหักได้ง่ายที่สุดในโปรไฟล์มาตรฐาน โดยทั่วไปแล้ว เม็ดมีดคาร์ไบด์ TBM แบบทรงกรวยและแบบ Ballistic จะถูกระบุไว้สำหรับรูปแบบที่ประสิทธิภาพการตัดเป็นสิ่งสำคัญที่สุด และสามารถคาดการณ์และจัดการการรับแรงกระแทกได้
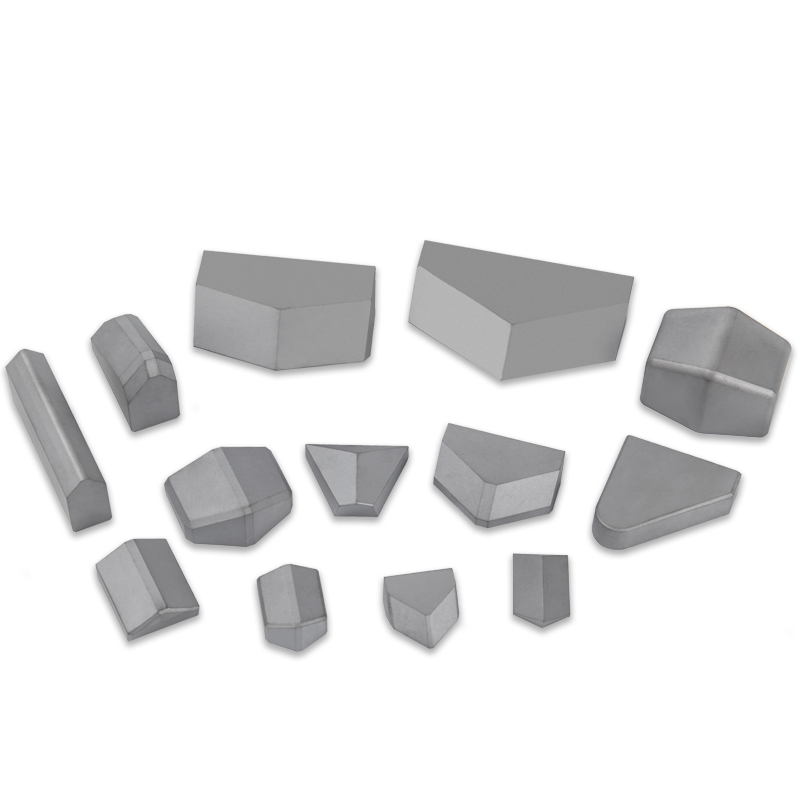
โปรไฟล์สิ่วและลิ่ม
เม็ดมีดโปรไฟล์สิ่วจะมีคมตัดที่เป็นเส้นตรง แทนที่จะเป็นจุดที่สัมผัสกับหน้าหิน รูปทรงนี้มีประสิทธิภาพสำหรับการตัดและการขูดรูปทรงอ่อนถึงปานกลาง และมักใช้ในตำแหน่งเครื่องตัดแบบเกจและเครื่องตัดโปรไฟล์ที่จำเป็นต้องมีรูปทรงการตัดที่กำหนดไว้ คมตัดของสิ่วจะสึกหรอจนเรียบอย่างรวดเร็วภายใต้สภาวะที่มีการเสียดสี โดยเปลี่ยนกลไกการตัดจากการตัดเป็นการไถ ซึ่งเป็นการเปลี่ยนแปลงประสิทธิภาพที่สำคัญซึ่งจะเพิ่มแรงตัดที่ต้องการ และสร้างความร้อนที่หน้าเม็ดมีดมากขึ้น การตรวจสอบการสึกหรอของเม็ดมีดสิ่วและการเปลี่ยนที่หรือก่อนเกณฑ์การสึกหรอแบบเรียบจึงมีความสำคัญด้านเวลามากกว่ารูปทรงของเม็ดมีดแบบกระดุม

กลไกการสวมใส่และวิธีการจดจำพวกมัน
การระบุกลไกการสึกหรอเฉพาะที่ส่งผลต่อเม็ดมีดคาร์ไบด์ TBM ในภาคสนามเป็นจุดเริ่มต้นในการวินิจฉัยว่าข้อกำหนดเฉพาะของเม็ดมีดปัจจุบันเหมาะสมกับสภาพพื้นดินหรือไม่ และการแทรกแซง เช่น การเปลี่ยนเกรด การเปลี่ยนแปลงรูปทรง การปรับพารามิเตอร์การทำงาน มีแนวโน้มที่จะปรับปรุงประสิทธิภาพหรือไม่ โหมดการสึกหรอหลักจะมีลักษณะภายนอกที่แตกต่างกันและมีสาเหตุที่แท้จริงที่แตกต่างกัน
- การสึกหรอจากการเสียดสี (การสึกหรอแบบเรียบ): การกำจัดวัสดุคาร์ไบด์ออกจากพื้นผิวปลายเม็ดมีดอย่างต่อเนื่องด้วยเม็ดแร่แข็งในหิน ทำให้เกิดพื้นผิวที่สึกหรอเรียบหรือเหลี่ยมเพชรพลอย นี่คือโหมดการสึกหรอที่คาดหวังในรูปแบบการเสียดสี และบ่งชี้ว่าเม็ดมีดใช้ปริมาตรคาร์ไบด์ในอัตราที่กำหนดโดยการกัดกร่อนของหินและความแข็งของเกรดคาร์ไบด์ หากอัตราการสึกหรอแบบเรียบสูงกว่าที่คาดไว้ ให้พิจารณาเปลี่ยนไปใช้เกรดโคบอลต์ที่ต่ำกว่าและมีเกรนที่ละเอียดกว่า แต่ต้องแน่ใจว่ามีความเหนียวเพียงพอสำหรับสภาวะการกระแทกในปัจจุบัน
- การบิ่นและการแตกหักแบบไมโคร: การแตกหักเล็กน้อยของปลายคาร์ไบด์ มองเห็นได้จากการแตกของขอบที่ผิดปกติหรือพื้นผิวเป็นหลุม โดยทั่วไปการบิ่นบ่งชี้ว่าเกรดปัจจุบันแข็งและเปราะเกินไปสำหรับสภาวะแรงกระแทกในปัจจุบัน — คาร์ไบด์จะแตกหักก่อนที่สารยึดเกาะจะเปลี่ยนรูปและดูดซับพลังงานกระแทกได้ โหมดการสึกหรอนี้เป็นเรื่องปกติเมื่อเกรดโคบอลต์ต่ำที่กำหนดไว้สำหรับสภาวะการเสียดสีพบกับการแข็งตัวหรือบริเวณการแตกหักโดยไม่คาดคิด โดยทั่วไปวิธีแก้ปัญหาคือเพิ่มปริมาณโคบอลต์หรือขนาดเกรนเพื่อปรับปรุงความเหนียว
- การแตกหักโดยรวม: ตัวเม็ดมีดแตกหักอย่างรุนแรง ทำให้สูญเสียส่วนสำคัญหรือสูญเสียเม็ดมีดทั้งหมดเหนือด้ามยึด โหมดความล้มเหลวนี้บ่งบอกถึงการทำงานเกินพิกัดอย่างรุนแรง โดยทั่วไปเกิดจากการกระแทกกับก้อนหินแข็งอย่างไม่คาดคิด การเปลี่ยนแปลงความแข็งแกร่งของรูปร่างกะทันหัน หรือการติดตั้งเม็ดมีดที่ไม่ถูกต้องซึ่งสร้างความเข้มข้นของความเค้นที่ฐานเม็ดมีด การแตกหักโดยรวมจะทำลายเม็ดมีดทันทีและอาจสร้างความเสียหายให้กับตัวเครื่องมือได้ ทำให้กลายเป็นโหมดความล้มเหลวที่มีต้นทุนสูงที่ควรหลีกเลี่ยง
- การแตกร้าวด้วยความร้อน: เครือข่ายของรอยแตกบนพื้นผิวที่แผ่ออกมาจากปลายเม็ดมีด บางครั้งเรียกว่า "การตรวจสอบความร้อน" สิ่งนี้เกิดขึ้นเมื่อความร้อนจากการเสียดสีที่หน้าตัดทำให้เกิดการหมุนเวียนด้วยความร้อนอย่างรวดเร็ว ซึ่งเกินกว่าความต้านทานต่อความล้าจากความร้อนของคาร์ไบด์ การแตกร้าวด้วยความร้อนมักพบได้บ่อยในสภาวะการตัดแบบแห้ง ซึ่งบ่งชี้ว่าการส่งน้ำหล่อเย็นไปที่หน้าเครื่องมือไม่เพียงพอ หรือเมื่ออัตราการเจาะสูงมาก ทำให้เกิดความร้อนจากแรงเสียดทานอย่างต่อเนื่อง การปรับปรุงการจ่ายน้ำหล่อเย็นและการตรวจสอบพารามิเตอร์การตัดเป็นการตอบสนองเบื้องต้นต่อการแตกร้าวเนื่องจากความร้อน
- การชะล้างสารยึดเกาะโคบอลต์: ในน้ำใต้ดินที่เป็นกรดหรือของเหลวในรูพรุนที่มีฤทธิ์รุนแรงทางเคมี สารยึดเกาะโคบอลต์ในเมทริกซ์คาร์ไบด์สามารถเลือกละลายได้ ปล่อยให้โครงกระดูกคาร์ไบด์อ่อนแอลงซึ่งเสี่ยงต่อการแตกหักสูง โหมดความล้มเหลวนี้สามารถระบุได้ด้วยพื้นผิวสีเทาที่มีรูพรุนบนเม็ดมีด และได้รับการยืนยันโดยการวิเคราะห์ทางเคมีของน้ำใต้ดิน เกรดคาร์ไบด์พันธะนิกเกิลหรือนิกเกิล-โครเมียมให้ความต้านทานการกัดกร่อนที่ดีขึ้นอย่างมากในสภาวะที่เป็นกรด และควรระบุเมื่อการชะล้างของสารยึดเกาะเป็นความเสี่ยงที่ทราบหรือสงสัย
แนวทางปฏิบัติในการติดตั้ง การตรวจสอบ และการเปลี่ยนทดแทน
ประสิทธิภาพของเม็ดมีดทังสเตนคาร์ไบด์ในการให้บริการได้รับผลกระทบอย่างมากจากคุณภาพการติดตั้ง ความถี่และความเข้มงวดในการตรวจสอบระหว่างการขุดอุโมงค์ และเกณฑ์ที่ใช้ในการกระตุ้นการเปลี่ยน การปฏิบัติที่ไม่ดีในด้านใดๆ เหล่านี้จะลดอายุการใช้งานของเม็ดมีดและเพิ่มต้นทุนเครื่องมือต่อเมตร โดยไม่คำนึงว่าเกรดคาร์ไบด์จะระบุได้ดีเพียงใด
ข้อกำหนดในการติดตั้ง
ต้องติดตั้งเม็ดมีดแบบกดให้พอดีโดยให้พอดีระหว่างด้ามเม็ดมีดกับช่องใส่ที่เตรียมไว้ในตัวเครื่องมือ การรบกวนน้อยเกินไปทำให้เม็ดมีดหมุนหรือคลายตัวภายใต้แรงตัด ส่งผลให้การสึกหรอเร็วขึ้น และนำไปสู่การสูญเสียเม็ดมีดในที่สุด การรบกวนมากเกินไปจะทำให้เกิดความเค้นแรงดึงของห่วงในด้ามคาร์ไบด์ขณะติดตั้ง ซึ่งสามารถทำให้เกิดรอยแตกร้าวที่แพร่กระจายไปสู่การแตกหักในการใช้งานได้ ผู้ผลิตระบุความพอดีของการรบกวนที่ต้องการสำหรับเส้นผ่านศูนย์กลางเม็ดมีดแต่ละอันและวัสดุตัวเครื่องร่วมกัน - ควรปฏิบัติตามข้อกำหนดเฉพาะเหล่านี้อย่างแม่นยำ โดยมีการตรวจสอบขนาดบ่ารับโดยการวัดแบบเกจก่อนการติดตั้ง เม็ดมีดประสานจำเป็นต้องเลือกโลหะผสมสำหรับการบัดกรีแข็ง การใช้ฟลักซ์ และการควบคุมความหนาของข้อต่อประสาน เพื่อให้ได้ความแข็งแรงของพันธะที่จำเป็นในการต้านทานแรงตัดโดยไม่ทำให้คาร์ไบด์ที่อยู่ติดกับส่วนประสานประสานแตกร้าว
โปรโตคอลการตรวจสอบในบริการ
ช่วงการตรวจสอบหัวตัด TBM แตกต่างกันไปขึ้นอยู่กับสภาพพื้นดินและข้อกำหนดของโครงการ แต่โดยทั่วไปจะเกิดขึ้นทุก ๆ 300–600 เมตรของการเคลื่อนที่ล่วงหน้าในพื้นดินแข็งปานกลาง และบ่อยครั้งมากขึ้นในชั้นหินที่มีการเสียดสีสูง ในระหว่างการตรวจสอบแต่ละครั้ง ควรตรวจสอบตำแหน่งของเม็ดมีดทุกตำแหน่งด้วยสายตาเพื่อดูโหมดการสึกหรอที่อธิบายไว้ข้างต้น และควรวัดความลึกของการสึกหรอของเม็ดมีดที่ตำแหน่งตัวแทนโดยใช้เกจวัดความลึก ใส่แผนผังการสึกหรอ — บันทึกการสึกหรอในแต่ละตำแหน่งบนหัวกัดตลอดช่วงการตรวจสอบต่อเนื่อง — ช่วยให้สามารถระบุตำแหน่งที่มีอัตราการสึกหรอสูงผิดปกติ ซึ่งอาจบ่งบอกถึงการเปลี่ยนแปลงรูปร่างเฉพาะที่ ปัญหาการส่งน้ำหล่อเย็น หรือความไม่สมดุลในการหมุนของหัวกัดที่ต้องตรวจสอบ
เกณฑ์การเปลี่ยน
ควรเปลี่ยนเม็ดมีดก่อนที่จะสึกหรอจนถึงจุดที่ตัวเครื่องมือที่เป็นเหล็กเริ่มสัมผัสกับหน้าหิน ณ จุดนั้น ตัวเครื่องมือจะสึกหรออย่างรวดเร็ว และค่าใช้จ่ายในการเปลี่ยนตัวเครื่องมือก็เกินกว่าการประหยัดเวลาในการเพิ่มเวลาการทำงานของเม็ดมีดให้สูงสุด เกณฑ์การเปลี่ยนทั่วไปสำหรับเม็ดมีดแบบกระดุมจะระบุเส้นผ่านศูนย์กลางการสึกหรอเรียบสูงสุดที่ 60–70% ของเส้นผ่านศูนย์กลางเม็ดมีดเดิม ซึ่งเกินกว่านั้น อัตราการสึกหรอจะเร่งแบบไม่เป็นเชิงเส้น และความเสี่ยงของการแตกหักโดยรวมจะเพิ่มขึ้นอย่างมาก สำหรับเครื่องตัดแบบดิสก์ การสึกหรอของแหวนจะถูกตรวจสอบโดยการวัดเส้นผ่านศูนย์กลางของแหวนที่ลดลงจากข้อกำหนดเดิม โดยการเปลี่ยนโดยปกติจะดำเนินการที่ขีดจำกัดการสึกหรอที่การลดของเส้นผ่านศูนย์กลาง 5-10 มม. ขึ้นอยู่กับการออกแบบของแหวน
ปัจจัยสำคัญในการจัดหาเม็ดมีดคาร์ไบด์ TBM
การจัดซื้อเม็ดมีดทังสเตนคาร์ไบด์สำหรับเครื่องคว้านอุโมงค์เกี่ยวข้องกับการพิจารณาทางเทคนิค เชิงพาณิชย์ และลอจิสติกส์ที่จำเพาะต่อสภาพแวดล้อมการก่อสร้างใต้ดิน ผลที่ตามมาของการระบุผลิตภัณฑ์ที่ไม่ถูกต้องหรือการขับรถกลางคันหมดสต๊อกนั้นรุนแรงพอที่จะทำให้การตัดสินใจจัดหาสินค้าเป็นผลสืบเนื่องมากกว่าการซื้อวัสดุสิ้นเปลืองทางอุตสาหกรรมส่วนใหญ่
- ขอใบรับรองวัสดุและเอกสารข้อมูลเกรด ซัพพลายเออร์เม็ดมีดคาร์ไบด์ที่มีชื่อเสียงควรจัดเตรียมใบรับรองการทดสอบวัสดุที่ยืนยันความแข็ง (HRA หรือ HV30) ความต้านทานการแตกร้าวตามขวาง ความหนาแน่น และปริมาณโคบอลต์สำหรับชุดการผลิตแต่ละชุด ตรวจสอบว่าเกรดที่ให้มานั้นตรงกับข้อกำหนดเฉพาะ และยังคงรักษาความสม่ำเสมอของแบทช์ต่อแบทช์ — ความแปรผันของเกรดระหว่างแบทช์เป็นปัญหาด้านคุณภาพที่ทราบโดยผู้ผลิตบางรายที่ดำเนินงานที่จุดสิ้นสุดของสินค้าโภคภัณฑ์ของตลาด
- ยืนยันพิกัดความเผื่อของขนาดตามข้อกำหนดเฉพาะของตัวเครื่องมือ ค่าเผื่อเส้นผ่านศูนย์กลางของด้ามเม็ดมีดสำหรับงานสวมอัดมักจะระบุในช่วง ±0.01–0.02 มม. ขอรายงานการตรวจสอบขนาดเพื่อยืนยันว่าเม็ดมีดที่ให้มานั้นตรงตามแถบพิกัดความคลาดเคลื่อนที่ระบุ เนื่องจากเม็ดมีดที่อยู่นอกพิกัดความเผื่อไม่สามารถตรวจพบได้ด้วยตาเปล่า และจะทำให้เกิดปัญหาในการติดตั้งหรือบริการล้มเหลวก่อนเวลาอันควร
- รักษาสต๊อกความปลอดภัยให้เพียงพอตลอดระยะเวลาของโครงการ การขับเคลื่อน TBM ในพื้นที่ที่มีฤทธิ์กัดกร่อนจะใช้เม็ดมีดอย่างรวดเร็ว — อัตราการใช้เม็ดมีดหลายร้อยเม็ดต่อสัปดาห์ไม่ใช่เรื่องผิดปกติในหินแกรนิตหรือควอทซ์ไซต์ที่มีการเสียดสีสูง จัดทำการคาดการณ์ปริมาณการใช้โดยพิจารณาจากการกัดกร่อนของชั้นหินที่คาดหวัง อัตราการเจาะที่วางแผนไว้ และการออกแบบหัวตัด และสต็อกความปลอดภัยของขนาดเพื่อให้ครอบคลุมปริมาณการใช้ที่คาดการณ์อย่างน้อยสี่ถึงหกสัปดาห์ที่ไซต์งานของโครงการ การหยุดชะงักของห่วงโซ่อุปทานระหว่างการขับเคลื่อน TBM ที่ใช้งานอยู่มีผลกระทบโดยตรงและในทันทีต่อกำหนดการของโครงการ
- พิจารณาต้นทุนรวมในการเป็นเจ้าของมากกว่าราคาต่อหน่วย เม็ดมีดคาร์ไบด์ที่มีราคาสูงกว่า 20% แต่มีอายุการใช้งานยาวนานกว่า 50% ในรูปแบบที่กำหนดจะช่วยลดต้นทุนเครื่องมือต่อเมตรล่วงหน้าได้ประมาณ 25% ในขณะเดียวกันก็ลดต้นทุนแรงงานในการตรวจสอบและการแทรกแซงการเปลี่ยนอีกด้วย การประเมินซัพพลายเออร์เม็ดมีดโดยใช้ข้อมูลประสิทธิภาพราคาต่อเมตรจากโครงการที่เทียบเคียงได้ แทนที่จะประเมินราคาต่อหน่วยเพียงอย่างเดียวจะให้ผลลัพธ์ของโครงการที่ดีขึ้นอย่างสม่ำเสมอ และเป็นแนวทางที่ผู้รับเหมา TBM ที่มีประสบการณ์ทั่วโลกใช้
- มีส่วนร่วมกับการสนับสนุนทางเทคนิคของซัพพลายเออร์สำหรับรูปแบบใหม่หรือความท้าทาย เมื่อธรณีวิทยาของโครงการมีการก่อตัวนอกประเภทฮาร์ดร็อกมาตรฐานหรือพื้นอ่อน เช่น หินที่มีการแตกร้าวสูง น้ำใต้ดินที่มีฤทธิ์รุนแรงทางเคมี การเสียดสีอย่างรุนแรง หรือหน้าปะปนที่มีก้อนหินขนาดใหญ่ ให้ทำงานร่วมกับทีมเทคนิคของซัพพลายเออร์เม็ดมีดเพื่อพัฒนาและตรวจสอบข้อมูลจำเพาะของเม็ดมีดก่อนที่ชุดขับเคลื่อนจะเริ่มต้น ค่าใช้จ่ายในการตรวจสอบทางเทคนิคก่อนโครงการนั้นน้อยมากเมื่อเทียบกับค่าใช้จ่ายในการค้นพบข้อกำหนดที่ไม่เพียงพอจากความล้มเหลวของเม็ดมีดก่อนกำหนดระหว่างการขับขี่จริง
ผลิตภัณฑ์ของเรา //
สินค้าที่เกี่ยวข้อง