TH
คู่มือปฏิบัติสำหรับแม่พิมพ์ปั๊มทังสเตนคาร์ไบด์: เกรด การออกแบบ และวิธีทำให้มีอายุการใช้งานยาวนาน
ข่าวอุตสาหกรรม-แม่พิมพ์ปั๊มทังสเตนคาร์ไบด์คืออะไร และเหตุใดจึงมีความสำคัญ
แม่พิมพ์ปั๊มทังสเตนคาร์ไบด์เป็นส่วนประกอบเครื่องมือที่มีความแม่นยำซึ่งใช้ในการปั๊มโลหะเพื่อตัด ขึ้นรูป เจาะ หรือสร้างรูปร่างแผ่นโลหะที่มีความสามารถในการทำซ้ำสูงและความแม่นยำสูง แม่พิมพ์ทังสเตนคาร์ไบด์แตกต่างจากแม่พิมพ์เหล็กกล้าทั่วไปตรงที่ทำจากวัสดุผสม โดยหลักแล้วคืออนุภาคทังสเตนคาร์ไบด์ (WC) ที่ถูกเผาร่วมกับสารยึดเกาะที่เป็นโลหะ ซึ่งโดยทั่วไปคือโคบอลต์ (Co) ผลลัพธ์ที่ได้คือวัสดุที่ผสมผสานความแข็งพิเศษ (โดยทั่วไปคือ 85–93 ฮรา ในระดับ Rockwell) เข้ากับความเหนียวเพียงพอที่จะทนทานต่อแรงกระแทกซ้ำๆ ของการปั๊มด้วยความเร็วสูงโดยไม่เกิดการบิ่นหรือเปลี่ยนรูป
ในสภาพแวดล้อมการผลิตที่มีปริมาณมาก — ชิ้นส่วนยานยนต์ เทอร์มินัลอิเล็กทรอนิกส์ ชิ้นส่วนอุปกรณ์ทางการแพทย์ ขั้วต่อไฟฟ้า และตัวยึดที่มีความแม่นยำ — แม่พิมพ์ปั๊มทังสเตนคาร์ไบด์เป็นตัวเลือกมาตรฐานสำหรับเครื่องมือที่ต้องส่งมอบการเจาะที่สม่ำเสมอนับล้านครั้งก่อนที่จะต้องเปลี่ยนใหม่ ต้นทุนเครื่องมือเริ่มแรกนั้นสูงกว่าเหล็กกล้าเครื่องมือ แต่อายุการใช้งานที่ยาวนานขึ้นอย่างมากและการหยุดทำงานที่ลดลง ทำให้คาร์ไบด์เป็นตัวเลือกที่ประหยัดกว่าในระดับหนึ่ง คู่มือนี้ครอบคลุมทุกอย่างตั้งแต่การเลือกเกรดและข้อควรพิจารณาในการออกแบบแม่พิมพ์ ไปจนถึงแนวทางปฏิบัติในการบำรุงรักษา และสิ่งที่ต้องพิจารณาเมื่อจัดหาแม่พิมพ์ปั๊มขึ้นรูปคาร์ไบด์
ทังสเตนคาร์ไบด์กับแม่พิมพ์เหล็กกล้า: ทำความเข้าใจความแตกต่างที่แท้จริง
การตัดสินใจระหว่างทังสเตนคาร์ไบด์กับเหล็กกล้าเครื่องมือสำหรับการก่อสร้างแม่พิมพ์ปั๊มขึ้นรูปถือเป็นหนึ่งในตัวเลือกที่เป็นผลสืบเนื่องมากที่สุดในการกดขึ้นรูป วัสดุแต่ละชนิดมีโปรไฟล์ด้านประสิทธิภาพที่แตกต่างกัน และตัวเลือกที่เหมาะสมนั้นขึ้นอยู่กับปริมาณการผลิต วัสดุที่ประทับตรา และเวลาหยุดทำงานที่ยอมรับได้สำหรับการลับคมหรือเปลี่ยนใหม่
| คุณสมบัติ | ทังสเตนคาร์ไบด์แม่พิมพ์ | แม่พิมพ์เหล็กกล้าเครื่องมือ (D2 / M2) |
| ความแข็ง | 85–93 HRA | 58–65 เหล็กแผ่นรีดร้อน |
| ทนต่อการสึกหรอ | ยอดเยี่ยม — อายุการใช้งานยาวนานขึ้น 5–20 เท่า | เหมาะสำหรับปริมาณปานกลาง |
| ความเหนียว | ปานกลาง — ขึ้นอยู่กับเกรด | สูงกว่า — ให้อภัยผลกระทบได้มากขึ้น |
| กำลังรับแรงอัด | สูงถึง 6,000 เมกะปาสคาล | 1,500–2,500 เมกะปาสคาล |
| ค่าเครื่องมือล่วงหน้า | สูงกว่า (เหล็กกล้าเครื่องมือ 3–5×) | ล่าง |
| ต้นทุนต่อชิ้นส่วนตลอดอายุการใช้งาน | ล่าง at high volumes | สูงขึ้นเนื่องจากต้องเปลี่ยนบ่อยครั้ง |
| แอปพลิเคชั่นที่ดีที่สุด | วัสดุที่มีปริมาณมาก มีฤทธิ์กัดกร่อนหรือแข็ง | ต้นแบบ เรขาคณิตเชิงซ้อนปริมาณต่ำ |
| ความสามารถในการแปรรูป | ต้องใช้ EDM และการเจียรเพชร | การกัดและการเจียรแบบธรรมดา |
สำหรับการผลิตที่ดำเนินการเกิน 500,000 ชิ้น ทังสเตนคาร์ไบด์ปั๊มตาย มักจะมีต้นทุนรวมในการเป็นเจ้าของที่ต่ำกว่าเสมอแม้จะมีราคาเริ่มต้นที่สูงกว่าก็ตาม หากต่ำกว่าเกณฑ์ดังกล่าว การคำนวณจะขึ้นอยู่กับวัสดุที่ปั๊มขึ้นรูปและความถี่ในการเจียรที่ยอมรับได้สำหรับทางเลือกเหล็กกล้าเครื่องมือ
เกรดทังสเตนคาร์ไบด์ที่ใช้ในการปั๊มแม่พิมพ์: วิธีการเลือกอันที่เหมาะสม
ทังสเตนคาร์ไบด์ไม่ใช่วัสดุชนิดเดียว แต่เป็นตระกูลคอมโพสิตที่มีอัตราส่วนขนาดเกรน WC และปริมาณสารยึดเกาะโคบอลต์ที่แตกต่างกัน ตัวแปรเหล่านี้จะควบคุมความสมดุลระหว่างความแข็งและความเหนียวโดยตรง และการเลือกเกรดที่ไม่ถูกต้องสำหรับงานปั๊มขึ้นรูปจะทำให้เกิดความเสียหายก่อนเวลาอันควรจากการสึกหรอหรือการบิ่นที่มากเกินไป
ปริมาณโคบอลต์และผลกระทบต่อประสิทธิภาพ
โคบอลต์เป็นสารยึดเกาะโลหะที่ยึดเม็ดทังสเตนคาร์ไบด์ไว้ด้วยกัน ปริมาณโคบอลต์ต่ำ (3–6% Co) ทำให้เกิดวัสดุแม่พิมพ์ที่แข็งและทนทานต่อการสึกหรอมากขึ้น เหมาะอย่างยิ่งสำหรับการปั๊มวัสดุเนื้อบางและอ่อนด้วยความเร็วสูงมาก ซึ่งการสึกหรอจากการเสียดสีถือเป็นโหมดความล้มเหลวหลัก ปริมาณโคบอลต์ที่สูงขึ้น (8–15% Co) แลกความแข็งบางส่วนเพื่อปรับปรุงความเหนียวและการต้านทานการแตกร้าวให้ดีขึ้นอย่างมาก ทำให้เป็นตัวเลือกที่ดีกว่าสำหรับการปั๊มสต็อกที่หนาขึ้น โลหะผสมที่แข็งกว่า เช่น สแตนเลสหรือเหล็กที่มีความแข็งแรงสูง หรือการใช้งานที่เกี่ยวข้องกับการรับแรงกระแทกจากการดีดชิ้นส่วนหรือการป้อนที่ผิดพลาด การใช้งานแม่พิมพ์ปั๊มขึ้นรูปส่วนใหญ่จะอยู่ในช่วง Co 6–10% ซึ่งแสดงถึงจุดที่น่าสนใจระหว่างความต้านทานการสึกหรอและความเหนียวต่อแรงกระแทก
ขนาดเกรนและบทบาทของมันต่อความคมชัดของขอบ
ขนาดเกรน WC ตั้งแต่ซับไมครอน (ต่ำกว่า 0.5μm) ไปจนถึงหยาบ (มากกว่า 3μm) ส่งผลต่อทั้งความคมของขอบและผิวสำเร็จของชิ้นส่วนที่ประทับตรา คาร์ไบด์เกรนละเอียดและละเอียดพิเศษรองรับคมตัดที่คมยิ่งขึ้นพร้อมพิกัดความเผื่อขนาดที่แคบยิ่งขึ้น ทำให้เป็นตัวเลือกยอดนิยมสำหรับการกัดผิวโลหะอย่างแม่นยำ การเจาะละเอียด และการปั๊มขนาดเล็กของวัสดุฟอยล์บาง ๆ ในการผลิตอุปกรณ์อิเล็กทรอนิกส์และอุปกรณ์ทางการแพทย์ เกรดเกรนหยาบมีความแข็งกว่าและเหมาะกับงานตัดเฉือนหนัก เม็ดมีดขึ้นรูปลึก และการใช้งานที่ความคมชัดของคมตัดมีความสำคัญน้อยกว่าความต้านทานแรงกระแทก
คำแนะนำเกรดทั่วไปตามการสมัคร
- เจาะแถบทองแดงหรืออลูมิเนียมบาง ๆ (ขั้วอิเล็กทรอนิกส์): เม็ดละเอียด Co 6% — ความต้านทานการสึกหรอสูงสุดสำหรับวัสดุที่มีฤทธิ์กัดกร่อนที่ไม่ใช่เหล็กที่อัตรา SPM สูง
- การอุดเหล็กอ่อนได้ถึง 3 มม.: เม็ดหยาบปานกลาง 8–10% Co — ความแข็งและความเหนียวที่สมดุลสำหรับการตอกโลหะทั่วไป
- ปั๊มสแตนเลสหรือเหล็กความแข็งแรงสูง: เม็ดหยาบปานกลาง Co 10–12% — เพิ่มความเหนียวเพื่อรองรับแรงตัดที่สูงขึ้นและการรับแรงกระแทกจากวัสดุที่แข็งกว่า
- การดึงและการขึ้นรูปแบบลึก: เม็ดหยาบ Co 12–15% — มีความเหนียวสูงสุดเพื่อต้านทานแรงกดและแรงดึงที่ต่อเนื่องของกระบวนการขึ้นรูป
- การตัดฟอยล์แบบไมโครปั๊มและแม่นยำ: เม็ด Submicron, 6% Co — ความละเอียดคมตัดที่ดีที่สุดที่มีอยู่สำหรับชิ้นส่วนที่มีความคลาดเคลื่อนต่ำกว่า ±0.005มม.

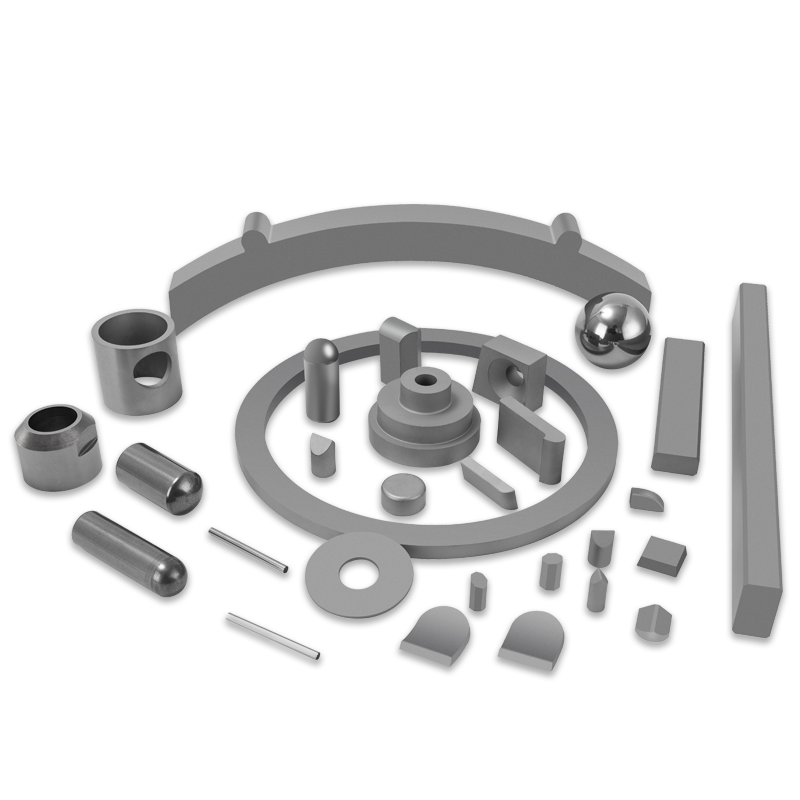
ส่วนประกอบสำคัญของชุดประกอบแม่พิมพ์ปั๊มทังสเตนคาร์ไบด์
แม่พิมพ์ปั๊มคาร์ไบด์ที่สมบูรณ์ไม่ได้เป็นเพียงคาร์ไบด์ชิ้นเดียวเท่านั้น แต่ยังเป็นการประกอบชิ้นส่วนหลายชิ้นอย่างแม่นยำ ซึ่งแต่ละชิ้นได้รับการออกแบบทางวิศวกรรมให้ทำงานร่วมกันได้ การทำความเข้าใจบทบาทหน้าที่ของแต่ละชิ้นส่วนจะช่วยในการตัดสินใจในการออกแบบแม่พิมพ์และการวินิจฉัยข้อผิดพลาดเมื่อเกิดปัญหาในการผลิต
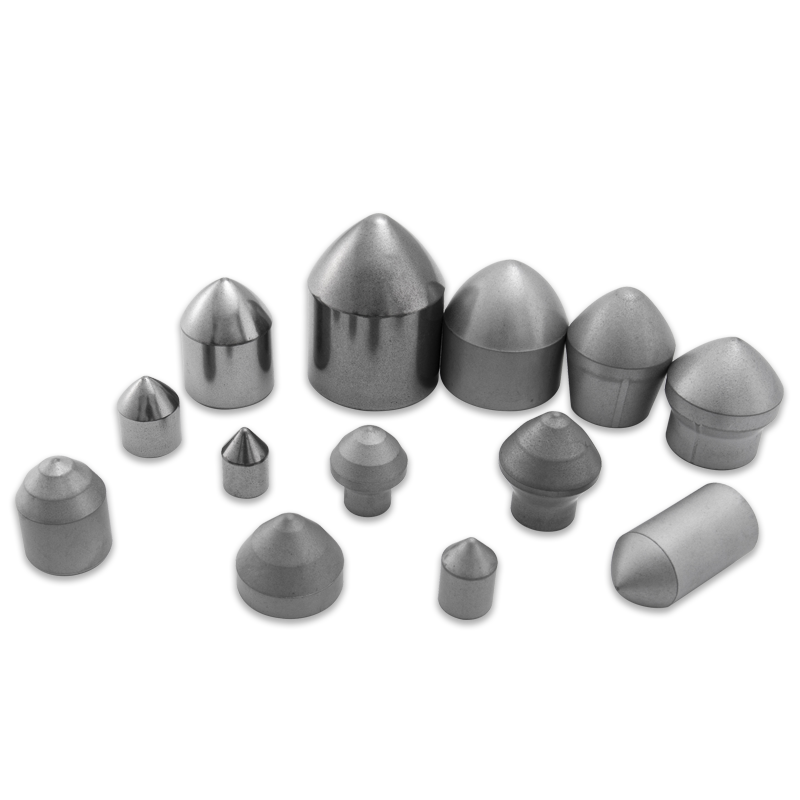
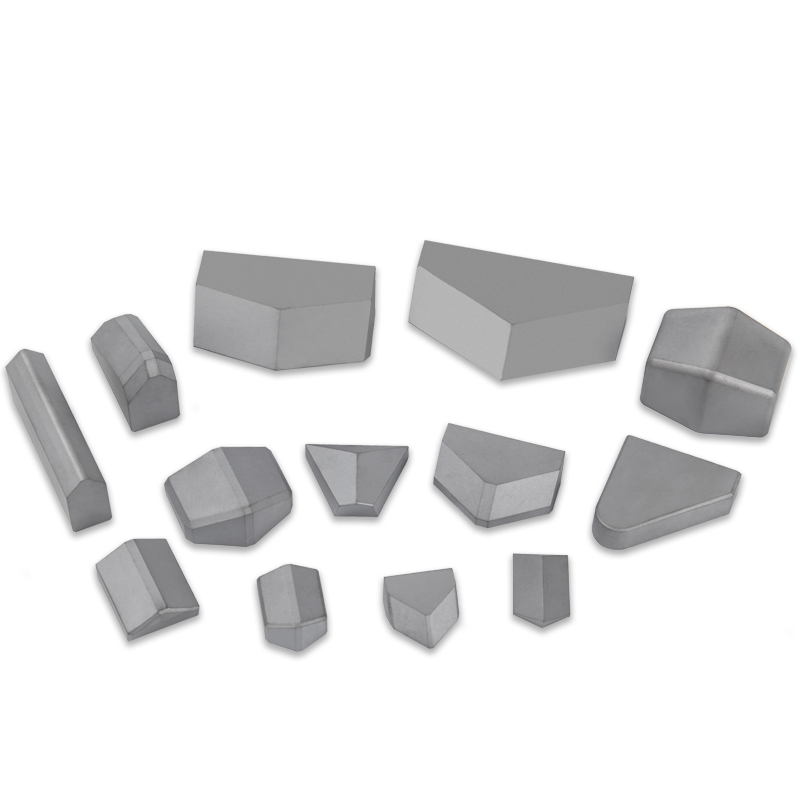
พันช์คาร์ไบด์ (แม่พิมพ์บน)
การเจาะคาร์ไบด์เป็นส่วนตัดหรือขึ้นรูปที่ใช้งานอยู่ซึ่งลงมาพร้อมกับตัวกด โดยจะกำหนดรูปร่างที่จะประทับตรา เช่น กลม สี่เหลี่ยม โปรไฟล์ที่ซับซ้อน หรือรูปร่างที่กำหนดเอง และรูปทรงของคมตัดจะกำหนดความสูงของครีบและคุณภาพขอบของชิ้นงานที่เสร็จแล้ว โดยทั่วไปแล้ว พันช์จะถูกอัดให้พอดีหรือถูกเก็บไว้ในกลไกที่ยึดหมัดเหล็ก โดยปลายคาร์ไบด์จะทำหน้าที่ทั้งหมดที่หน้าตัด ความยาวของหมัด พื้นที่หน้าตัด และมุมหลบของขอบ ล้วนส่งผลต่อระยะเวลาในการคงรูปทรงของหมัดไว้ก่อนที่จะทำการลับคม
ปุ่มดายคาร์ไบด์ (ดายล่าง)
ปุ่มดายเป็นส่วนตัดด้านล่างที่อยู่กับที่ การเจาะเข้าไปในช่องเปิดของปุ่มดายโดยมีระยะห่างที่ควบคุมได้ โดยทั่วไปแล้วจะอยู่ที่ 5–10% ของความหนาของวัสดุต่อด้านสำหรับการปั๊มขึ้นรูป และช่องว่างนี้คือสิ่งที่สามารถตัดวัสดุได้อย่างหมดจด ปุ่มแม่พิมพ์คาร์ไบด์เป็นแบบกดให้พอดีกับฐานแม่พิมพ์เหล็กหรือแผ่นแม่พิมพ์ ความยาวคมตัด (ความสูงแนวตั้งของส่วนการตัดแบบขนานก่อนที่มุมหลบแม่พิมพ์จะเริ่มต้น) ส่งผลต่อทั้งแรงตัดและอายุการใช้งานของแม่พิมพ์ — การคมตัดที่ยาวขึ้นจะเพิ่มความต้านทานการสึกหรอ แต่ยังเพิ่มแรงลอกด้วย
การกวาดล้างแม่พิมพ์และผลกระทบต่อคุณภาพของชิ้นส่วน
การกวาดล้างจากการเจาะถึงแม่พิมพ์ที่เหมาะสมเป็นหนึ่งในตัวแปรที่สำคัญที่สุดในประสิทธิภาพของแม่พิมพ์ปั๊มขึ้นรูปคาร์ไบด์ ระยะห่างที่น้อยเกินไปจะเพิ่มแรงตัด ทำให้เกิดความร้อนมากเกินไป และเร่งการสึกหรอของคมตัดทั้งการเจาะและแม่พิมพ์ ระยะห่างที่มากเกินไปทำให้เกิดโซนการโรลโอเวอร์ที่ใหญ่ขึ้น ครีบที่สูงขึ้น และลดความแม่นยำของมิติบนคมตัด สำหรับวัสดุเนื้ออ่อน เช่น ทองแดงหรืออะลูมิเนียม ระยะห่างที่มากขึ้น (4–6% ต่อด้าน) จะทำให้การตัดสะอาดยิ่งขึ้น สำหรับวัสดุที่แข็งหรือหนาขึ้น ระยะห่างที่กว้างขึ้น (8–12% ต่อด้าน) ช่วยลดความเครียดของเครื่องมือและยืดอายุการใช้งานของแม่พิมพ์
เสาหลักและบูชไกด์
เสานำทางและบุชชิ่งที่แม่นยำช่วยรักษาการจัดตำแหน่งที่แม่นยำระหว่างครึ่งแม่พิมพ์บนและล่างตลอดทุกจังหวะการกด การวางแนวที่ไม่ถูกต้อง - แม้แต่ไม่กี่ไมครอน - ทำให้เกิดการโหลดที่ไม่สม่ำเสมอบนคมตัดคาร์ไบด์ เร่งการบิ่นของคมตัด และลดอายุการใช้งานของแม่พิมพ์ ในการใช้งานปั๊มขึ้นรูปด้วยความเร็วสูง ระบบนำทางแบบกรงลูกปืนจะมาแทนที่บูชธรรมดาเพื่อลดแรงเสียดทานและการนำทางที่แม่นยำยิ่งขึ้นที่ความเร็วสูง
วิธีการผลิต: วิธีการผลิตแม่พิมพ์ปั๊มทังสเตนคาร์ไบด์
กระบวนการผลิตแม่พิมพ์ปั๊มทังสเตนคาร์ไบด์มีความซับซ้อนและเชี่ยวชาญมากกว่าแม่พิมพ์เหล็กกล้าเครื่องมือ การทำความเข้าใจวิธีการผลิตช่วยให้ผู้ซื้อประเมินความสามารถของซัพพลายเออร์และกำหนดความคาดหวังด้านเวลาในการผลิตที่สมจริง
โลหะผสมผงและการเผาผนึก
ช่องว่างแม่พิมพ์ทังสเตนคาร์ไบด์ผลิตโดยโลหะผสมผง โดยผสมผง WC กับสารยึดเกาะโคบอลต์ กดส่วนผสมให้มีรูปร่างใกล้เคียงตาข่าย และเผาที่อุณหภูมิประมาณ 1,400–1,500°C ภายใต้บรรยากาศสุญญากาศหรือเฉื่อย ในระหว่างการเผาผนึก โคบอลต์จะละลายและไหลระหว่างเมล็ด WC ทำให้เกิดเมทริกซ์ที่มีความหนาแน่นและเป็นเนื้อเดียวกัน แผ่นเปล่าเผาผนึกจะหดตัวอย่างคาดเดาได้ (โดยทั่วไปจะเป็นเส้นตรง 18–20%) จากรูปร่างที่ถูกกด และปัจจัยการหดตัวนี้จะพิจารณาในมิติก่อนการเผาผนึก คุณภาพที่ว่างเปล่า — ระดับความพรุน ความสม่ำเสมอของเกรน และการกระจายตัวของสารยึดเกาะ — เป็นตัวกำหนดขีดจำกัดของประสิทธิภาพของแม่พิมพ์ที่ทำได้
EDM (การตัดเฉือนด้วยไฟฟ้า)
เนื่องจากทังสเตนคาร์ไบด์เผาผนึกแข็งเกินไปสำหรับการตัดเฉือนด้วยเครื่องมือตัดทั่วไป การตัดเฉือนโปรไฟล์ที่ซับซ้อนโดยใช้ EDM (wire EDM หรือ sinker EDM) Wire EDM ตัดผ่านช่องว่างคาร์ไบด์โดยใช้อิเล็กโทรดลวดเคลื่อนที่และการกัดเซาะของการปล่อยประจุไฟฟ้า ทำให้เกิดรูปทรงที่แม่นยำมากโดยมีความคลาดเคลื่อน ±0.002–0.005 มม. ในขนาดโปรไฟล์ Sinker EDM ใช้อิเล็กโทรดที่มีรูปทรงเพื่อกัดกร่อนลักษณะโพรงสามมิติ ชั้นผิว EDM บนคาร์ไบด์จะต้องได้รับการควบคุมอย่างระมัดระวัง และมักจะต้องมีการขัดเงาหลัง EDM เพื่อขจัดชั้นที่หล่อใหม่ซึ่งได้รับผลกระทบจากความร้อน ซึ่งอาจทำหน้าที่เป็นจุดเริ่มต้นของรอยแตกร้าวภายใต้การโหลดแบบวนรอบ
การเจียระไนเพชรและการขัด
ความแม่นยำของมิติขั้นสุดท้ายและการตกแต่งพื้นผิวบนแม่พิมพ์ปั๊มคาร์ไบด์ทำได้โดยการเจียรล้อเพชร ซึ่งเป็นสารขัดถูชนิดเดียวที่แข็งพอที่จะตัดเฉือนทังสเตนคาร์ไบด์ได้อย่างมีประสิทธิภาพ การเจียรพื้นผิว การเจียรทรงกระบอก และการเจียรโปรไฟล์ด้วยล้อเพชรที่ยึดด้วยเรซินหรือโลหะช่วยให้ส่วนประกอบของแม่พิมพ์มีพิกัดความเผื่อขั้นสุดท้าย จากนั้นขอบตัดและพื้นผิวผสมพันธุ์ที่สำคัญจะถูกเคลือบด้วยสารประกอบเพชรเพื่อให้ได้ผิวสำเร็จที่ต่ำกว่า Ra 0.1μm ซึ่งจำเป็นสำหรับการลดการสึกหรอของกาวและได้ขอบเฉือนที่สะอาดบนชิ้นส่วนที่มีการประทับตรา
การบำรุงรักษาและการลับคม: การยืดอายุของแม่พิมพ์ทังสเตนคาร์ไบด์
ข้อดีในทางปฏิบัติอย่างหนึ่งของการปั๊มแม่พิมพ์ทังสเตนคาร์ไบด์เหนือเหล็กกล้าเครื่องมือก็คือ ขอบตัดที่สึกหรอสามารถลับคมได้หลายครั้งก่อนที่แม่พิมพ์จะหมดอายุการใช้งาน ตราบใดที่การลับคมเสร็จสิ้นอย่างถูกต้องและในช่วงเวลาที่เหมาะสม อย่างไรก็ตาม ดายคาร์ไบด์ที่ได้รับการดูแลไม่ดีอาจล้มเหลวอย่างร้ายแรงและทำลายซับสเตรตหรือชิ้นส่วนปลายน้ำได้
เมื่อใดที่ต้องลับคม: จดจำสัญญาณการสึกหรอ
- การเพิ่มความสูงของเสี้ยน: เมื่อคมตัดทื่อ บริเวณเฉือนจะกว้างขึ้นและความสูงของเสี้ยนบนส่วนที่ประทับจะเพิ่มขึ้น กำหนดเกณฑ์ความสูงของเสี้ยน (เช่น 10% ของความหนาของวัสดุ) และกระตุ้นการเจียรใหม่เมื่อชิ้นส่วนเกินค่าดังกล่าวอย่างสม่ำเสมอ
- แรงลอกที่เพิ่มขึ้น: ขอบเจาะที่ชำรุดหรือบิ่นจะสร้างแรงเสียดทานมากขึ้นในระหว่างการปอกวัสดุ ซึ่งจะแสดงเป็นการอ่านค่าแรงกดที่เพิ่มขึ้นหรือการปอกสปริงล้า
- การปัดเศษหรือการบิ่นของขอบที่มองเห็นได้ภายใต้การขยาย: การตรวจสอบคมตัดภายใต้แว่นขยายหรือเครื่องเปรียบเทียบแบบออปติคอลเป็นประจำจะจับการกะเทาะก่อนที่จะลุกลามไปสู่การแตกหักของคมตัดที่ใหญ่ขึ้น ซึ่งจำเป็นต้องกำจัดวัสดุออกแรงเพื่อแก้ไข
- การดริฟท์มิติบนชิ้นส่วนที่มีการประทับตรา: เนื่องจากระยะหลบแม่พิมพ์เพิ่มขึ้นอย่างมีประสิทธิภาพเนื่องจากการสึกหรอของขอบ ขนาดของชิ้นส่วนจึงเปลี่ยนไป ตรวจสอบมิติที่สำคัญบนพื้นฐานทางสถิติ และใช้ข้อมูลแนวโน้มเพื่อคาดการณ์ว่าการลับคมจะครบกำหนดเมื่อใดก่อนที่อัตราเศษจะเพิ่มขึ้น
การฝึกลับคมที่ถูกต้อง
การลับคมทังสเตนคาร์ไบด์ต้องใช้ล้อเพชรที่มีความแข็งพันธะและขนาดกรวดที่เหมาะสมสำหรับเกรดคาร์ไบด์ที่กราวด์ ใช้สารหล่อเย็นท่วมตลอดการเจียรเพื่อป้องกันความเสียหายจากความร้อน — ความร้อนสูงเกินไปเฉพาะจุดระหว่างการลับคมจะทำให้เกิดความเค้นตกค้างจากแรงดึงและการแตกร้าวขนาดเล็กที่พื้นผิว ซึ่งช่วยลดอายุการใช้งานของแม่พิมพ์ในภายหลังได้อย่างมาก ขจัดวัสดุออกได้มากเท่าที่จำเป็นเพื่อให้ได้คมตัดที่สะอาด โดยทั่วไปแล้วจะอยู่ที่ 0.05–0.15 มม. ต่อรอบการลับคม ติดตามวัสดุสะสมที่ถูกดึงออกจากความยาวของหมัดเพื่อดูว่าเหลือรอบการบดอีกกี่รอบก่อนที่หมัดจะสั้นเกินไปสำหรับการใช้งานอย่างปลอดภัย
สิ่งที่ต้องมองหาเมื่อจัดหาผู้จำหน่ายแม่พิมพ์ปั๊มทังสเตนคาร์ไบด์
การจัดหาแม่พิมพ์ปั๊มขึ้นรูปคาร์ไบด์เกี่ยวข้องกับตัวแปรมากกว่าการซื้อเครื่องมือสินค้าโภคภัณฑ์ เกณฑ์การประเมินหลักบางเกณฑ์จะแยกซัพพลายเออร์ที่ส่งมอบอายุการใช้งานยาวนานและมีความแม่นยำสูงออกจากกันจากซัพพลายเออร์ที่ผลิตคุณภาพไม่สอดคล้องกันและล้มเหลวในการให้บริการ
- การจัดหาวัตถุดิบภายในองค์กร: ซัพพลายเออร์ที่ซื้อช่องว่างซินเทอร์คาร์ไบด์จากผู้ผลิตวัตถุดิบที่ได้รับการรับรอง แทนที่จะซื้อแหล่งตลาดเฉพาะที่ไม่รู้จัก สามารถติดตามเกรดวัสดุและคุณภาพของแบทช์ได้ ขอใบรับรองวัสดุคาร์ไบด์และยืนยันว่าปริมาณโคบอลต์และขนาดเกรนตรงกับเกรดที่ระบุ
- Wire EDM และความสามารถในการบด: ยืนยันว่าซัพพลายเออร์ดำเนินการอุปกรณ์ EDM และอุปกรณ์เจียรเพชรของตนเอง แทนที่จะจ้างบุคคลภายนอกตามขั้นตอนที่สำคัญเหล่านี้ การส่งมอบแต่ละครั้งระหว่างผู้รับเหมาช่วงทำให้เกิดความเสี่ยงด้านมิติและลดความเสี่ยงต่อความแม่นยำของแม่พิมพ์ขั้นสุดท้าย
- ความสามารถในการตรวจสอบและการวัด: ซัพพลายเออร์แม่พิมพ์คาร์ไบด์คุณภาพใช้การตรวจสอบ CMM (เครื่องวัดพิกัด) เพื่อตรวจสอบขนาดที่สำคัญ เครื่องมือเปรียบเทียบเชิงแสงสำหรับการตรวจสอบโปรไฟล์ และผู้ทดสอบความหยาบผิวเพื่อยืนยันผิวสำเร็จ สอบถามบันทึกการตรวจสอบที่ได้รับสำหรับการจัดส่งแม่พิมพ์แต่ละครั้ง
- การสนับสนุนด้านวิศวกรรมแอปพลิเคชัน: ซัพพลายเออร์แม่พิมพ์คาร์ไบด์ที่ดีที่สุดไม่เพียงแค่ผลิตตามแบบของคุณเท่านั้น แต่ยังตรวจสอบปัญหาการออกแบบที่อาจเกิดขึ้นก่อนตัดวัสดุอีกด้วย ประสบการณ์เกี่ยวกับคำแนะนำในการหลบ การเลือกเกรดสำหรับวัสดุและการใช้งานเฉพาะของคุณ และการปรับรูปทรงของคมตัดให้เหมาะสมนั้นมีคุณค่าอย่างแท้จริง และแยกผู้ผลิตเครื่องมือที่เชี่ยวชาญออกจากร้านขายเครื่องจักรทั่วไป
- เวลานำและบริการการลับคม: สำหรับเครื่องมือที่มีความสำคัญต่อการผลิต ให้ยืนยันมาตรฐานของซัพพลายเออร์และระยะเวลารอคอยสินค้าแบบเร่งด่วนสำหรับทั้งบริการแม่พิมพ์ใหม่และบริการลับคม ซัพพลายเออร์ที่สามารถเปลี่ยนกระบวนการลับภายใน 24–48 ชั่วโมงจะช่วยลดโอกาสที่การหยุดทำงานของการผลิตของคุณลงได้อย่างมาก เมื่อเทียบกับซัพพลายเออร์ที่มีคิวสองสัปดาห์
ผลิตภัณฑ์ของเรา //
สินค้าที่เกี่ยวข้อง