TH
เครื่องมือกัดถนนทังสเตนคาร์ไบด์: คืออะไร ทำงานอย่างไร และจะใช้ประโยชน์สูงสุดได้อย่างไร
ข่าวอุตสาหกรรม-เครื่องมือกัดถนนทังสเตนคาร์ไบด์คืออะไรและเหตุใดจึงมีความสำคัญ
เครื่องมือกัดถนนทังสเตนคาร์ไบด์ - หรือที่เรียกกันทั่วไปว่าหยิบจับคาร์ไบด์ บิตกบถนน ฟันกัดเย็น หรือหัวกัดผิวทาง - เป็นองค์ประกอบการตัดแต่ละชิ้นที่ติดตั้งอยู่บนดรัมหมุนของเครื่องกัดเย็น เมื่อเครื่องกัดถนนเคลื่อนผ่านแอสฟัลต์หรือพื้นผิวคอนกรีต เครื่องมือปลายคาร์ไบด์ที่มีขนาดเล็กแต่แข็งพิเศษเหล่านี้จะทำหน้าที่ทำลาย ตัด และถอดวัสดุปูผิวทางอย่างแท้จริง เครื่องมือแต่ละชิ้นเป็นส่วนประกอบที่ได้รับการออกแบบทางวิศวกรรมอย่างแม่นยำ ประกอบด้วยตัวเครื่องที่เป็นเหล็ก ตัวจับยึดหรือชุดบล็อกที่ทำจากเหล็กชุบแข็ง และปลายทังสเตนคาร์ไบด์ที่ประสานหรือติดแน่นกับปลายตัด ปลายทังสเตนคาร์ไบด์เป็นจุดสิ้นสุดทางธุรกิจของเครื่องมือ โดยจะสัมผัสกับผิวทางโดยตรง และจะต้องทนต่อความเครียดรวมของการกระแทก การเสียดสี การบีบอัด และความร้อนที่เกิดขึ้นระหว่างการกัดที่ความเร็วการหมุนของดรัมซึ่งสามารถเกิน 100 รอบต่อนาที
เหตุผลที่ทังสเตนคาร์ไบด์เป็นวัสดุที่เลือกใช้สำหรับปลายเครื่องมือกัดถนนก็คือ การผสมผสานที่ลงตัวระหว่างความแข็งและความต้านทานการสึกหรอ ด้วยระดับความแข็งประมาณ 9.5 ในระดับ Mohs ซึ่งเป็นอันดับสองรองจากเพชร และกำลังรับแรงอัดที่เหนือกว่าเหล็กความเร็วสูงหรือวัสดุเครื่องมืออื่นๆ อย่างมาก ทังสเตนคาร์ไบด์จึงรักษารูปทรงการตัดได้นานกว่าวัสดุทางเลือกเมื่ออยู่ภายใต้สภาวะการเสียดสีขั้นรุนแรงของการกัดผิวทาง ส่งผลให้ความถี่ในการเปลี่ยนเครื่องมือลดลงโดยตรง ลดเวลาหยุดทำงานของเครื่องจักร คุณภาพการตัดสม่ำเสมอตลอดอายุการใช้งานของเครื่องมือดีขึ้น และลดต้นทุนรวมต่อตารางเมตรของพื้นผิวกัดในที่สุด ในการดำเนินการฟื้นฟูถนนและบำรุงรักษาผิวทาง ซึ่งการใช้เครื่องมือเป็นหนึ่งในต้นทุนการดำเนินงานที่แปรผันที่สำคัญที่สุด คุณภาพและข้อกำหนดของเครื่องมือกัดทังสเตนคาร์ไบด์มีผลกระทบที่วัดได้ต่อความสามารถในการทำกำไรของโครงการ
กายวิภาคของการเลือกกัดทังสเตนคาร์ไบด์
การทำความเข้าใจโครงสร้างของเครื่องมือกัดถนนคาร์ไบด์ช่วยอธิบายว่าทำไมการออกแบบที่แตกต่างกันจึงมีประสิทธิภาพแตกต่างกันในสภาพผิวทางต่างๆ และเหตุใดการจับคู่ข้อกำหนดของเครื่องมือให้เข้ากับการใช้งานจึงมีความสำคัญอย่างยิ่งในการบรรลุประสิทธิภาพและอายุการใช้งานเครื่องมือที่เหมาะสมที่สุด
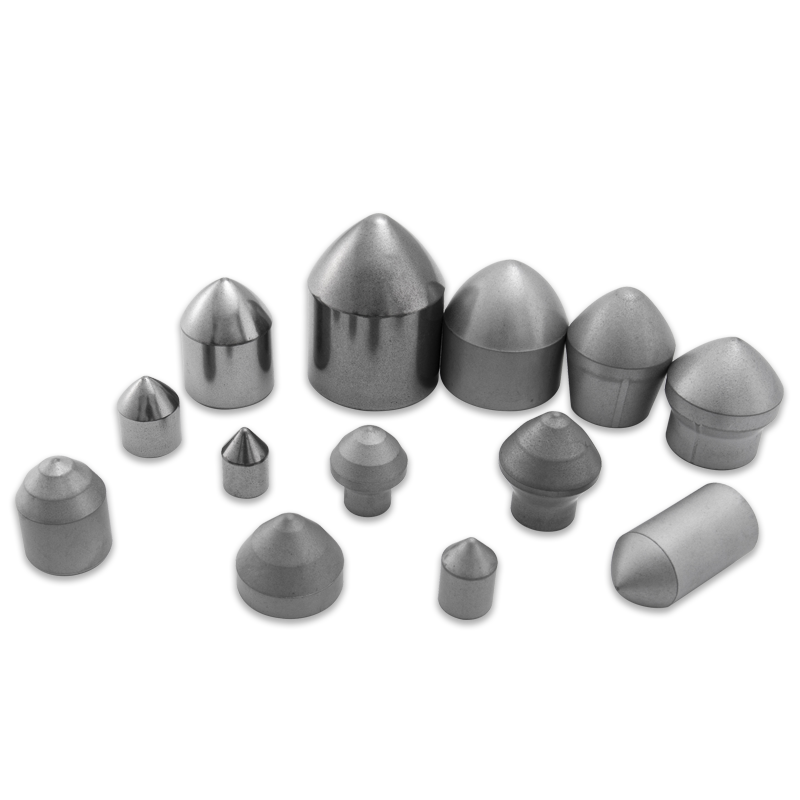
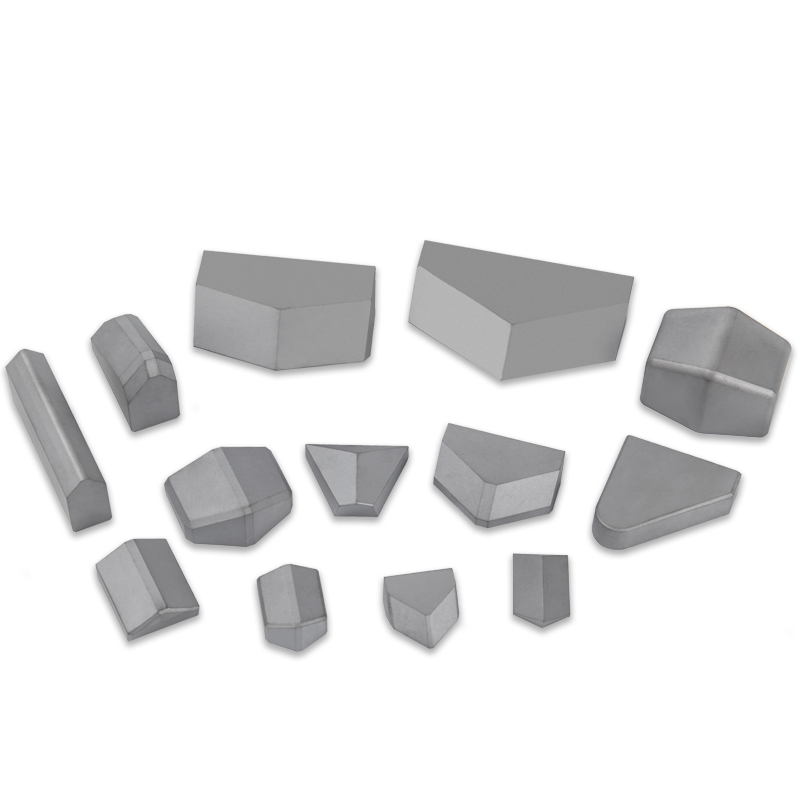
ปลายทังสเตนคาร์ไบด์
ปลายคาร์ไบด์เป็นส่วนประกอบที่สำคัญที่สุดทางเทคนิคของเครื่องมือกัดถนน ผลิตจากทังสเตนคาร์ไบด์ซีเมนต์ ซึ่งเป็นวัสดุคอมโพสิตที่ผลิตโดยการเผาผงทังสเตนคาร์ไบด์ด้วยสารยึดเกาะโลหะ ซึ่งส่วนใหญ่เป็นโคบอลต์ ที่อุณหภูมิและความดันสูงมาก คุณสมบัติของปลายคาร์ไบด์สำเร็จรูปจะขึ้นอยู่กับขนาดเกรนของผงทังสเตนคาร์ไบด์ ปริมาณสารยึดเกาะโคบอลต์ และสภาวะการเผาผนึก เกรดคาร์ไบด์เกรนละเอียดที่มีปริมาณโคบอลต์ต่ำกว่า (6–8%) ให้ความแข็งและความต้านทานการสึกหรอสูงสุด ทำให้เหมาะสำหรับการใช้งานที่มีการเสียดสีสูง เช่น การกัดมวลรวมแข็งหรือทางเท้าคอนกรีต เกรดเกรนหยาบที่มีปริมาณโคบอลต์สูงกว่า (10–12%) เสียสละความแข็งบางส่วนเพื่อเพิ่มความเหนียวและทนต่อแรงกระแทก ทำให้เหมาะสมมากขึ้นสำหรับงานกัดที่เกี่ยวข้องกับการรับแรงกระแทก เช่น การทำงานบนพื้นที่มีรอยแตกร้าวอย่างมากหรือพื้นผิวที่ไม่ปกติซึ่งเครื่องมือต้องรับแรงกระแทกหนักเป็นระยะๆ รูปทรงของส่วนปลาย — มุมกรวย รัศมีส่วนปลาย และรูปร่างโดยรวม — มีอิทธิพลต่อประสิทธิภาพในการทะลุผิวทาง และการกระจายแรงตัดผ่านตัวเครื่องมือในระหว่างการกัด
ตัวเครื่องมือและก้าน
ตัวเครื่องมือที่เป็นเหล็กจะส่งแรงตัดจากปลายคาร์ไบด์ไปยังที่จับเครื่องมือและชุดดรัม โดยทั่วไปแล้วจะผลิตจากเหล็กกล้าโลหะผสมคาร์บอนปานกลางที่ผ่านการอบชุบด้วยความร้อนเพื่อให้มีการผสมผสานระหว่างความแข็งของพื้นผิวอย่างสมดุล — เพื่อต้านทานการสึกหรอจากการเสียดสีจากวัสดุทางเท้าที่ไหลผ่านตัวเครื่องในระหว่างการตัด — และความเหนียวของแกนในการดูดซับแรงกระแทกโดยไม่ทำให้แตกหัก เส้นผ่านศูนย์กลางด้ามเป็นขนาดมาตรฐานที่ต้องตรงกับรูของตัวจับยึดเครื่องมือที่สอดเข้าไป เส้นผ่านศูนย์กลางด้ามที่พบบ่อยที่สุดสำหรับเครื่องมือกัดถนนคือ 22 มม. แม้ว่าด้าม 25 มม. และ 30 มม. จะใช้กับเครื่องจักรที่ใช้งานหนักและรูปแบบดรัมเฉพาะก็ตาม วงแหวนที่หันหน้าไปทางแข็งที่ป้องกันการสึกหรอมักถูกนำมาใช้รอบฐานของปลายคาร์ไบด์ในการออกแบบเครื่องมือระดับพรีเมียม เพื่อปกป้องตัวเครื่องที่เป็นเหล็กในบริเวณที่มีการสึกหรอสูงที่อยู่ด้านหลังปลาย จะช่วยยืดอายุการใช้งานของตัวเครื่อง และลดความถี่ที่ต้องเปลี่ยนเครื่องมือทั้งหมด แม้ว่าปลายคาร์ไบด์ยังคงสามารถใช้งานได้ก็ตาม
ที่จับเครื่องมือและระบบบล็อค
เครื่องมือกัดถนนไม่ได้เชื่อมเข้ากับดรัมโดยตรง โดยจะสอดเข้าไปในตัวจับยึดเครื่องมือ หรือที่เรียกว่าตัวจับบล็อคหรือบล็อกฐาน ซึ่งจะถูกเชื่อมเข้ากับพื้นผิวดรัมในรูปแบบเฉพาะ ตัวจับยึดเครื่องมือทำหน้าที่สำคัญสองอย่าง: ให้ตำแหน่งเชิงมุมที่แม่นยำของเครื่องมือสัมพันธ์กับพื้นผิวดรัมซึ่งกำหนดรูปทรงการตัดและการไหลของวัสดุ และช่วยให้เปลี่ยนเครื่องมือได้อย่างรวดเร็วในภาคสนามโดยไม่จำเป็นต้องเชื่อมหรือตัดเฉือนดรัมเอง ส่วนต่อประสานระหว่างเครื่องมือกับตัวจับยึดใช้ระบบกักเก็บสปริง ซึ่งโดยทั่วไปแล้วจะเป็นแหวนล็อกหรือคลิปสปริงรอบๆ ด้ามเครื่องมือ ซึ่งจะยึดเครื่องมือไว้อย่างแน่นหนาระหว่างการทำงาน ในขณะเดียวกันก็ปล่อยให้หลุดออกด้วยการเจาะแบบดริฟท์ และเปลี่ยนใหม่ภายในไม่กี่วินาทีเมื่อสึกหรอ ตัวตัวจับยึดถือเป็นชิ้นส่วนที่สึกหรอซึ่งต้องได้รับการตรวจสอบและเปลี่ยนเป็นระยะๆ เนื่องจากการสึกหรอที่มากเกินไปจะทำให้เครื่องมือไม่ตรงแนว ซึ่งจะทำให้ปลายคาร์ไบด์เสียหายเร็วขึ้นและลดคุณภาพการกัด
วิธีจัดเรียงเครื่องมือกัดคาร์ไบด์บนดรัม และเหตุใดจึงมีความสำคัญ
ซึ่งรูปแบบนั้น เครื่องมือกัดถนนทังสเตนคาร์ไบด์ ติดตั้งอยู่บนดรัม — ระยะห่าง การวางแนวเชิงมุม และการกำหนดค่าแถว — มีความสำคัญพอๆ กับเครื่องมือในการพิจารณาประสิทธิภาพการกัด โครงสร้างดรัมได้รับการออกแบบทางวิศวกรรมเพื่อให้สมดุลกับข้อกำหนดที่แข่งขันกันหลายประการ: ประสิทธิภาพการตัด คุณภาพพื้นผิว การไหลของวัสดุผ่านตัวเรือนดรัม คุณลักษณะการสั่นสะเทือน และการกระจายแรงตัดในเครื่องมือแต่ละชิ้น
เครื่องมือจะถูกจัดเรียงเป็นแถวเป็นเกลียวรอบๆ เส้นรอบวงของดรัม โดยมีมุมเกลียวและระยะห่างระหว่างเครื่องมือกับเครื่องมือในแต่ละแถวเพื่อกำหนดรูปแบบการตัดที่เหลืออยู่ในพื้นผิวที่กัด ระยะห่างของเครื่องมือที่ละเอียดยิ่งขึ้น — เครื่องมือที่มากขึ้นต่อหน่วยของความกว้างของดรัม — จะสร้างพื้นผิวการกัดที่นุ่มนวลขึ้นโดยมีสันที่เล็กลงระหว่างการตัดเครื่องมือแต่ละครั้ง ซึ่งเป็นสิ่งสำคัญเมื่อพื้นผิวที่กัดแล้วจะถูกใช้เป็นพื้นผิวการทำงานชั่วคราวก่อนที่จะทำการปูผิวใหม่ หรือเมื่อความสม่ำเสมอของพื้นผิวเป็นสิ่งสำคัญสำหรับการยึดเกาะของชั้นการปูที่ตามมา ระยะห่างของเครื่องมือที่กว้างขึ้นทำให้เกิดพื้นผิวที่หยาบขึ้น ซึ่งทำให้เกิดการขจัดวัสดุที่รุนแรงมากขึ้นต่อเครื่องมือ และลดกำลังที่ต้องใช้ต่อหน่วยพื้นที่ ซึ่งอาจเป็นประโยชน์ในการกัดลึกที่ให้ความสำคัญกับประสิทธิภาพการผลิตมากกว่าคุณภาพผิวสำเร็จ
การวางแนวเชิงมุมของตัวจับยึดเครื่องมือแต่ละตัวบนดรัม — ทั้งมุมในแนวรัศมี (เครื่องมือโน้มตัวไปในทิศทางการหมุนไปข้างหน้าแค่ไหน) และมุมด้านข้าง (การเอียงด้านข้างของแกนเครื่องมือสัมพันธ์กับแกนดรัม) ควบคุมวิธีที่ปลายคาร์ไบด์ประกอบกับพื้นถนน วิธีกระจายแรงตัด และวิธีที่วัสดุที่กัดจะถูกส่งเข้าสู่ระบบสายพานลำเลียง ความแม่นยำในวิศวกรรมโครงแบบดรัมเป็นหนึ่งในความแตกต่างที่สำคัญระหว่างเครื่องกัดประสิทธิภาพสูงจากผู้ผลิตชั้นนำกับทางเลือกคุณภาพต่ำที่อาจบรรลุอัตราการขจัดวัสดุที่ยอมรับได้ แต่ให้พื้นผิวพื้นผิวต่ำกว่า อัตราการสึกหรอของเครื่องมือที่สูงขึ้น และความสั่นสะเทือนของเครื่องจักรที่มากขึ้น
ประเภทของเครื่องมือกัดถนนทังสเตนคาร์ไบด์และการใช้งานเฉพาะ
ตลาดเครื่องมือกัดถนนมีเครื่องมือหลายประเภทที่ปรับให้เหมาะกับวัสดุปูผิวทาง ความลึกของการกัด ขนาดเครื่องจักร และลำดับความสำคัญด้านประสิทธิภาพ การเลือกประเภทเครื่องมือที่ถูกต้องสำหรับการใช้งานเฉพาะเป็นหนึ่งในการตัดสินใจที่มีผลกระทบมากที่สุดในการจัดการต้นทุนและความสามารถในการผลิตของเครื่องมือกัด
| ประเภทเครื่องมือ | เรขาคณิตปลายคาร์ไบด์ | แอปพลิเคชั่นที่ดีที่สุด | ข้อได้เปรียบที่สำคัญ |
| เลือกทรงกรวยมาตรฐาน | กรวยแหลม รัศมีปลายปานกลาง | การกัดแอสฟัลต์ทั่วไป การรื้อถอนพื้นผิว | อเนกประสงค์ คุ้มราคา มีจำหน่ายอย่างแพร่หลาย |
| เลือกทิป Ballistic | โปรไฟล์ขีปนาวุธโค้งมน รัศมีปลายใหญ่ขึ้น | แอสฟัลต์รวมแข็ง วัสดุผิวทางที่มีฤทธิ์กัดกร่อน | ต้านทานการสึกหรอได้เหนือกว่าในสภาวะที่มีการเสียดสีสูง |
| เลือกหน้าแบนหรือสิ่ว | ใบหน้าแบนหรือโค้งเล็กน้อย | การกัดละเอียด การกัดโปรไฟล์พื้นผิว การตัดแถบดังก้อง | ทำให้พื้นผิวเรียบเนียนขึ้น ควบคุมความลึกได้อย่างแม่นยำ |
| เลือกโม่คอนกรีต | ส่วนปลายหนาเป็นพิเศษ ตัวเครื่องเสริมความแข็งแรง | การถอดพื้นคอนกรีตซีเมนต์ปอร์ตแลนด์ | ความทนทานต่อแรงกระแทกสูงสำหรับพฤติกรรมการแตกหักแบบเปราะของคอนกรีต |
| ราคาประหยัด/เกรดมาตรฐาน | รูปทรงมาตรฐาน เกรดคาร์ไบด์ด้านล่าง | ยางมะตอยที่มีการเสียดสีต่ำ ระยะเวลาโครงการสั้น | ลดต้นทุนล่วงหน้าโดยที่อายุการใช้งานของเครื่องมือไม่ใช่ปัจจัยหลัก |
| เกรดพรีเมี่ยม / อายุการใช้งานยาวนาน | รูปทรงที่ได้รับการปรับปรุง คาร์ไบด์คุณภาพสูง ตัวเครื่องเสริมความแข็งแรง | การกัด การขัดผิวทาง หรือทางเท้าแบบแปรผันที่มีการผลิตสูง | อายุการใช้งานเครื่องมือสูงสุด ต้นทุนต่อตารางเมตรต่ำที่สุดเมื่อเทียบกับโครงการทั้งหมด |
ปัจจัยที่กำหนดระยะเวลาในการกัดคาร์ไบด์ในสนาม
อายุการใช้งานของเครื่องมือคือตัวชี้วัดที่กำหนดความคุ้มค่าในการดำเนินงานของโครงการกัดถนนได้โดยตรงที่สุด จำนวนตารางเมตรของทางเท้าที่สามารถบดได้ต่อชุดเครื่องมือมีความแตกต่างกันอย่างมาก — ตั้งแต่ไม่กี่พันตารางเมตรในสภาพที่มีความต้องการมากที่สุดไปจนถึงหลายหมื่นตารางเมตรในสภาพที่เอื้ออำนวย — และการทำความเข้าใจตัวแปรที่ขับเคลื่อนการเปลี่ยนแปลงนี้ช่วยให้ผู้ปฏิบัติงานและผู้จัดการโครงการตัดสินใจได้ดีขึ้นเกี่ยวกับการเลือกเครื่องมือ การตั้งค่าเครื่องจักร และแนวทางปฏิบัติในการปฏิบัติงาน

ความแข็งของวัสดุทางเท้าและประเภทมวลรวม
ปัจจัยเดียวที่มีอิทธิพลมากที่สุดต่ออายุการใช้งานของเครื่องมือกัดคาร์ไบด์คือความแข็งและการเสียดสีของวัสดุผิวทางที่ถูกตัด ผิวทางแอสฟัลต์ที่มีมวลรวมหินอัคนีแข็ง เช่น ควอทซ์ไซต์ หินแกรนิต หรือหินบะซอลต์ มีฤทธิ์กัดกร่อนได้ดีกว่าการใช้หินปูนหรือหินทรายที่อ่อนกว่าอย่างมีนัยสำคัญ และอัตราการสึกหรอของเครื่องมืออาจสูงกว่าสองถึงสี่เท่าในสภาวะการกัดเดียวกัน คอนกรีตเสริมเหล็กเป็นวัสดุที่มีความต้องการมากที่สุด การผสมผสานระหว่างมวลรวมแข็ง ซีเมนต์เพสต์ และการเสริมแรงด้วยเหล็ก ทำให้เกิดการสึกหรอและการกระแทกที่รุนแรง ซึ่งจำกัดอายุการใช้งานของเครื่องมือให้เหลือเพียงเศษเสี้ยวเล็กๆ ของอายุการใช้งานในแอสฟัลต์ การทำความเข้าใจธรณีวิทยาโดยรวมของผิวทางที่ถูกบดก่อนเริ่มงานถือเป็นข้อมูลสำคัญในการคาดการณ์การใช้เครื่องมือที่สมจริง
ความลึกของการกัดและพารามิเตอร์การทำงานของเครื่องจักร
การกัดลึกจะเพิ่มภาระต่อเครื่องมือ ความร้อนที่เกิดขึ้นที่ส่วนต่อประสานการตัด และปริมาณของวัสดุที่เครื่องมือแต่ละชิ้นต้องดำเนินการต่อหน่วยเวลา ซึ่งทั้งหมดนี้เร่งการสึกหรอ การใช้งานเครื่องกัดที่ความเร็วเดินหน้าสูงกว่าที่เหมาะสมสำหรับความลึกของการกัดและความแข็งของผิวทางจะเพิ่มภาระของเศษบนเครื่องมือแต่ละชิ้น และอาจเป็นสาเหตุให้ปลายคาร์ไบด์แตกหัก แทนที่จะเป็นการสึกหรอจากการเสียดสีอย่างค่อยเป็นค่อยไป ซึ่งเป็นโหมดความล้มเหลวที่สร้างความเสียหายได้มากกว่ามาก ความเร็วในการหมุนของดรัมก็มีความสำคัญเช่นกัน: การวิ่งของดรัมเร็วเกินความจำเป็นสำหรับวัสดุจะเพิ่มความถี่ในการกระแทกโดยไม่ปรับปรุงประสิทธิภาพการผลิตและยกระดับอุณหภูมิของปลาย ซึ่งจะช่วยลดความแข็งของคาร์ไบด์และเร่งการสึกหรอ การเพิ่มประสิทธิภาพการผสมผสานระหว่างความเร็วเดินหน้า ความลึกของการกัด และความเร็วการหมุนของดรัมสำหรับวัสดุปูผิวทางที่เฉพาะเจาะจง เป็นหนึ่งในกลไกที่มีประสิทธิภาพสูงสุดในการยืดอายุการใช้งานของเครื่องมือโดยไม่กระทบต่ออัตราการผลิต
ประสิทธิภาพระบบสเปรย์น้ำ
เครื่องกัดถนนมีระบบฉีดน้ำที่ฉีดน้ำไปที่ดรัมและเครื่องมือระหว่างการทำงาน ระบบนี้ทำหน้าที่สำคัญสองประการ: การระบายความร้อนให้กับปลายคาร์ไบด์เพื่อป้องกันการสูญเสียความแข็งที่เกี่ยวข้องกับความร้อนและการแตกร้าวจากความร้อน และการปราบปรามฝุ่นฟุ้งที่เกิดจากกระบวนการกัด ระบบสเปรย์น้ำที่ทำงานอย่างเหมาะสมโดยมีอัตราการไหลเพียงพอและการวางตำแหน่งหัวฉีดที่ถูกต้องโดยกำหนดเป้าหมายแต่ละแถวเครื่องมือสามารถยืดอายุการใช้งานของเครื่องมือคาร์ไบด์ได้ 20–40% เมื่อเทียบกับการทำงานโดยไม่ใช้น้ำหรือด้วยระบบสเปรย์ที่ได้รับการดูแลไม่ดี หัวฉีดสเปรย์ที่อุดตันหรือวางไม่ตรงเป็นสาเหตุที่พบบ่อยและมองข้ามได้ง่ายของการสึกหรอของเครื่องมือก่อนเวลาอันควร และการตรวจสอบระบบสเปรย์เมื่อเริ่มต้นกะแต่ละกะควรเป็นส่วนมาตรฐานของการตั้งค่าเครื่องจักร
การหมุนเครื่องมือและการตรวจสอบการสึกหรอ
หัวกัดทังสเตนคาร์ไบด์ได้รับการออกแบบมาให้หมุนได้อย่างอิสระภายในตัวจับยึดระหว่างการทำงาน โดยกระจายการสึกหรออย่างสม่ำเสมอรอบๆ เส้นรอบวงของปลายคาร์ไบด์ เครื่องมือที่ไม่สามารถหมุนได้ เนื่องจากรูของตัวจับยึดสึกหรอ มีเศษวัสดุปนเปื้อน หรือด้ามเครื่องมือสึกกร่อน จะสึกหรอแบบไม่สมมาตร ทำให้เกิดจุดแบนที่ด้านหนึ่งของปลาย ซึ่งทำให้ประสิทธิภาพการตัดและอายุการใช้งานลดลงอย่างมาก การตรวจสอบการหมุนเครื่องมือระหว่างการทำงานเป็นประจำ การหล่อลื่นด้ามเครื่องมือในระหว่างการเปลี่ยน และการเปลี่ยนตัวจับยึดที่สึกหรอก่อนที่จะทำให้เกิดข้อจำกัดในการหมุนเครื่องมือเป็นแนวทางปฏิบัติที่สำคัญในการเพิ่มผลตอบแทนจากการลงทุนในเกรดเครื่องมือคาร์ไบด์ระดับพรีเมียมให้สูงสุด
วิธีตรวจสอบ เปลี่ยน และจัดการเครื่องมือกัดทังสเตนคาร์ไบด์ในที่ทำงาน
การจัดการเครื่องมือที่มีประสิทธิภาพในภาคสนามต้องใช้แนวทางที่เป็นระบบในการตรวจสอบ กำหนดเวลาการเปลี่ยน และการเก็บบันทึก ซึ่งนอกเหนือไปจากการเปลี่ยนเครื่องมือเมื่อเห็นได้ชัดว่าล้มเหลว โปรแกรมการจัดการเครื่องมือเชิงรุกช่วยลดเวลาหยุดทำงานโดยไม่ได้วางแผน ปรับปรุงความสม่ำเสมอของคุณภาพพื้นผิว และลดต้นทุนเครื่องมือทั้งหมดต่อโครงการโดยการตรวจจับรูปแบบการสึกหรอตั้งแต่เนิ่นๆ และแก้ไขสาเหตุที่แท้จริงก่อนที่จะลุกลาม
- กำหนดช่วงเวลาการตรวจสอบอย่างสม่ำเสมอ: ตรวจสอบถังทั้งหมดตามช่วงเวลาที่กำหนด — โดยทั่วไปทุกๆ 2–4 ชั่วโมงของการกัด ขึ้นอยู่กับเงื่อนไข — แทนที่จะรอให้เกิดปัญหาที่มองเห็นได้ปรากฏขึ้น การสึกหรอของเครื่องมือในระยะเริ่มต้นนั้นง่ายกว่ามากและถูกกว่าในการจัดการมากกว่าความล้มเหลวของเครื่องมือที่รุนแรงซึ่งสร้างความเสียหายให้กับตัวจับยึดและส่วนประกอบของดรัม ใช้ไฟฉายและกระจกเพื่อตรวจสอบด้านล่างของถังซักในขณะที่เครื่องอยู่กับที่โดยปิดเครื่องและล็อคไว้อย่างปลอดภัย
- เปลี่ยนเครื่องมือเป็นกลุ่มแทนที่จะเปลี่ยนทีละชิ้น: เมื่อเครื่องมือหลายชิ้นในแถวหรือส่วนมีการสึกหรออย่างเห็นได้ชัด ให้เปลี่ยนทั้งกลุ่ม แทนที่จะเปลี่ยนเฉพาะเครื่องมือที่ชำรุดมากที่สุด ชุดเครื่องมือที่สึกหรอแบบผสมทำให้เกิดการกระจายน้ำหนักที่ไม่สม่ำเสมอทั่วทั้งถัง ทำให้เครื่องมือรุ่นใหม่ที่อยู่ติดกับเครื่องมือที่สึกหรอมากทำงานหนักเกินไป และเร่งการสึกหรอของเครื่องมือในทางกลับกัน การเปลี่ยนเครื่องมือเป็นกลุ่มอย่างเป็นระบบจะรักษาลักษณะการสึกหรอทั่วทั้งดรัมให้สม่ำเสมอ
- ตรวจสอบด้ามจับทุกครั้งที่มีการเปลี่ยนเครื่องมือ: วัดเส้นผ่านศูนย์กลางรูของด้ามจับด้วยเกจหรือตรวจสอบการสึกหรอของวงรี การแตกร้าว หรือการเปลี่ยนสีจากความร้อนทุกครั้งที่ถอดเครื่องมือออก รูของตัวจับยึดที่สึกหรอเกินขนาด ซึ่งโดยปกติแล้วจะมีเส้นผ่านศูนย์กลางรูที่ระบุมากกว่า 0.5 มม. จะไม่สามารถรักษาด้ามเครื่องมือใหม่ได้อย่างถูกต้อง ส่งผลให้เครื่องมือหมุนไม่ได้ และทำให้เครื่องมือทดแทนสึกหรอก่อนเวลาอันควร เปลี่ยนที่ยึดที่สึกหรอทันทีแทนที่จะนำกลับมาใช้ใหม่
- บันทึกการใช้เครื่องมือตามตำแหน่งดรัม: การติดตามตำแหน่งใดบนดรัมที่ต้องใช้เครื่องมือเร็วที่สุดเผยให้เห็นรูปแบบการสึกหรอที่เป็นระบบซึ่งบ่งบอกถึงปัญหาการปฏิบัติงานเฉพาะ — การครอบคลุมของละอองน้ำไม่เพียงพอในบางแถว การวางแนวที่ไม่ถูกต้องของตัวจับยึดในส่วนของดรัม หรือสภาพผิวทางที่รุนแรงเป็นพิเศษในพื้นที่เฉพาะของการตัด ข้อมูลนี้มีคุณค่าอย่างยิ่งในการวินิจฉัยและแก้ไขปัญหาการสึกหรอที่เป็นสาเหตุที่แท้จริง แทนที่จะเปลี่ยนเครื่องมือเพียงอย่างเดียว
- ใช้เครื่องมือแยกและติดตั้งเครื่องมือที่ถูกต้อง: การใช้ดริฟท์พุชและเครื่องมือติดตั้งที่ได้รับการปรับปรุงชั่วคราวหรือไม่ถูกต้องเพื่อถอดและกัดบ่า จะสร้างความเสียหายให้กับด้ามเครื่องมือ รูด้ามจับ และคลิปยึดสปริง ทำให้เกิดปัญหาเรื่องความพอดีที่ส่งผลต่อความปลอดภัยในการยึดเครื่องมือและประสิทธิภาพการหมุน ใช้เครื่องมือสกัดและติดตั้งที่ผู้ผลิตกำหนดเสมอ และฝึกอบรมบุคลากรภาคสนามทั้งหมดเกี่ยวกับขั้นตอนที่ถูกต้องก่อนที่จะอนุญาตให้ทำการบำรุงรักษาถังซัก
- จัดเก็บเครื่องมืออะไหล่และที่จับอย่างถูกต้อง: ทังสเตนคาร์ไบด์มีความเปราะและอาจแตกหรือร้าวได้หากเครื่องมือถูกโยนอย่างหลวมๆ ลงในถังเก็บโลหะซึ่งจะเกิดการชนกันระหว่างการขนส่ง จัดเก็บเครื่องมืออะไหล่ไว้ในถาดแยกหรือตัวจับยึดแบบท่อเพื่อป้องกันการสัมผัสระหว่างปลายคาร์ไบด์แต่ละอัน เก็บในที่แห้งเพื่อป้องกันการกัดกร่อนของด้าม ซึ่งจะทำให้การหมุนลดลง และทำให้การสกัดเครื่องมือในอนาคตทำได้ยาก
เครื่องมือกัดคาร์ไบด์ OEM กับเครื่องมือกัดคาร์ไบด์หลังการขาย: วิธีประเมินส่วนต่างต้นทุนที่แท้จริง
หนึ่งในการตัดสินใจซื้อที่พบบ่อยที่สุดที่ผู้รับเหมางานกัดถนนเผชิญคือการใช้เครื่องมือกัดทังสเตนคาร์ไบด์ของผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) หรือทางเลือกหลังการขายจากซัพพลายเออร์บุคคลที่สาม ราคาที่แตกต่างกันระหว่างตัวเลือกงานกัดถนนคาร์ไบด์แบบ OEM และหลังการขายอาจมีนัยสำคัญ — เครื่องมือหลังการขายมักจะถูกกว่าหน่วย OEM ถึง 30–60% — แต่การเปรียบเทียบที่เกี่ยวข้องไม่ใช่ราคาต่อหน่วย แต่เป็นต้นทุนต่อตารางเมตรของการกัดผิวทาง ซึ่งขึ้นอยู่กับอายุการใช้งานของเครื่องมือ อัตราความล้มเหลว และต้นทุนต่อเนื่องใดๆ จากความเสียหายของตัวจับยึดหรือปัญหาคุณภาพพื้นผิว
เครื่องมือกัดคาร์ไบด์ OEM ระดับพรีเมียมจากผู้ผลิต เช่น Wirtgen, Kennametal, Element Six และ Betek ได้รับการออกแบบและทดสอบโดยเฉพาะสำหรับโครงแบบดรัมและสภาพการทำงานของเครื่องจักรที่มาพร้อมเครื่อง พวกเขาใช้เกรดคาร์ไบด์ที่ระบุอย่างแม่นยำ รูปทรงปลายที่ได้รับการปรับปรุง และการควบคุมความร้อนของตัวเครื่องมือที่ได้รับการตรวจสอบเพื่อให้บรรลุเป้าหมายอายุการใช้งานของเครื่องมือที่กำหนดไว้ในสภาวะที่กำหนด เกณฑ์ความคลาดเคลื่อนของเกรดคาร์ไบด์และรูปทรงปลายในเครื่องมือ OEM ระดับพรีเมียมนั้นมีข้อกำหนดที่เข้มงวดกว่าผลิตภัณฑ์ทดแทนการขายที่มีราคาต่ำกว่าหลายรายการ และความสม่ำเสมอนี้สะท้อนให้เห็นในอายุการใช้งานเครื่องมือที่คาดการณ์ได้มากขึ้นและอัตราความล้มเหลวในการบริการที่ลดลง
ซัพพลายเออร์เครื่องมือกัดคาร์ไบด์หลังการขายที่มีชื่อเสียงซึ่งลงทุนในการควบคุมคุณภาพโลหะวิทยา ใช้เกรดคาร์ไบด์ที่เทียบเท่า และการผลิตตามพิกัดความเผื่อมิติที่เข้ากันได้กับระบบตัวจับชิ้นงานสามารถให้มูลค่าที่แท้จริงได้ ความเสี่ยงอยู่ที่เครื่องมือหลังการขายคุณภาพต่ำซึ่งใช้เกรดคาร์ไบด์ที่ด้อยกว่าซึ่งมีโครงสร้างเกรนหยาบกว่าและมีปริมาณโคบอลต์ไม่สอดคล้องกัน การบัดกรีปลายเข้ากับตัวเครื่องมือไม่ดีซึ่งควบคุมได้ไม่ดีจนทำให้ทิปสูญเสียก่อนเวลาอันควร หรือพิกัดความเผื่อของขนาดที่ส่งผลให้ตัวจับยึดไม่พอดีและการหมุนเครื่องมือจำกัด การประเมินเครื่องมือหลังการขายจำเป็นต้องมีการทดลองภาคสนามที่มีการควบคุมซึ่งเปรียบเทียบราคารวมต่อตารางเมตร โดยพิจารณาจากอัตราการใช้เครื่องมือ การสึกหรอของด้ามจับ และปัญหาด้านคุณภาพ แทนที่จะเปรียบเทียบราคาซื้อต่อเครื่องมือเพียงอย่างเดียว เครื่องมือที่มีราคาลดลง 40% แต่สึกหรอเร็วกว่าสองเท่าทำให้ไม่ประหยัดต้นทุน และอาจมีค่าใช้จ่ายเพิ่มเติมเนื่องจากการสึกหรอของตัวจับยึดและการหยุดทำงานของดรัมที่เพิ่มขึ้น
การจับคู่ข้อมูลจำเพาะของเครื่องมือคาร์ไบด์กับงานกัดถนนทั่วไป
การใช้งานกัดถนนที่แตกต่างกันมีความต้องการเครื่องมือกัดทังสเตนคาร์ไบด์ที่แตกต่างกันโดยพื้นฐาน และการใช้เครื่องมือทั่วไปในทุกการใช้งานก็ไม่ค่อยเป็นวิธีที่คุ้มค่าที่สุด การปรับข้อมูลจำเพาะของเครื่องมือให้สอดคล้องกับประเภทการใช้งานเป็นวิธีที่ตรงไปตรงมาในการปรับปรุงความประหยัดของเครื่องมือ โดยไม่ต้องเปลี่ยนปริมาณการจัดซื้อหรือต่อรองราคาที่ดีขึ้น
- การรื้อถอนพื้นผิว (ความลึก 0–40 มม.) บนถนนในเมือง: นี่คือการใช้งานในปริมาณสูงสุดสำหรับผู้รับเหมางานกัดถนน และเกี่ยวข้องกับการตัดแอสฟัลต์มาตรฐานที่ค่อนข้างตื้นด้วยความเร็วเครื่องจักรปานกลาง ตัวเลือกคาร์ไบด์ทรงกรวยมาตรฐานในคาร์ไบด์เกรดกลางคือตัวเลือกที่เหมาะสม สิ่งสำคัญที่สุดคืออายุการใช้งานเครื่องมือและคุณภาพพื้นผิวที่สม่ำเสมอ แทนที่จะเป็นความต้านทานการสึกหรออย่างมาก และเกรดมาตรฐานมักจะให้ผลลัพธ์ราคาต่อตารางเมตรที่ดีที่สุดในสภาวะที่สามารถคาดการณ์ได้เหล่านี้
- การกัดลึกและการถมเต็มความลึก (40–300 มม.): การกัดลึกจะทำให้เครื่องมือรับภาระและอุณหภูมิที่สูงกว่าการกัดพื้นผิวอย่างมาก และชิ้นวัสดุที่บดขนาดใหญ่ซึ่งสร้างที่ความลึกจะสร้างผลกระทบต่อการโหลดเครื่องมือแต่ละชิ้นมากขึ้น ตัวเลือกคาร์ไบด์เกรดพรีเมี่ยมที่มีตัวเสริมความแข็งแรงและมีปริมาณโคบอลต์ที่สูงขึ้นเพื่อเพิ่มความทนทานต่อแรงกระแทกคือตัวเลือกที่ดีกว่า แม้ว่าต้นทุนต่อหน่วยจะสูงกว่า เนื่องจากความแข็งแกร่งที่ได้รับการปรับปรุงภายใต้การรับแรงกระแทกหนักจะป้องกันการแตกหักของปลายที่ทำให้เครื่องมือมาตรฐานไม่ประหยัดในงานกัดลึก
- การกัดทางหลวงและสนามบินด้วยมวลรวมแข็ง: ผิวทางบนทางหลวงที่มีการจราจรหนาแน่นมักใช้หินควอตซ์หรือหินแกรนิตซึ่งทำให้เกิดการเสียดสีอย่างรุนแรงที่ปลายเครื่องมือคาร์ไบด์ หัวหยิบคาร์ไบด์ปลายแหลมที่มีเกรนละเอียด โคบอลต์คาร์ไบด์ต่ำ สูตรเฉพาะเพื่อความต้านทานการสึกหรอสูงสุดในสภาวะการเสียดสีสูงจะมีประสิทธิภาพเหนือกว่าหัวหยิบมาตรฐานในการใช้งานเหล่านี้อย่างต่อเนื่อง โดยให้พื้นที่ต่อเครื่องมือต่อตารางเมตรเพิ่มขึ้นอย่างมาก แม้ว่าต้นทุนต่อหน่วยจะสูงขึ้นก็ตาม
- การกัดและขูดผิวทางคอนกรีต: การกัดคอนกรีตซีเมนต์ปอร์ตแลนด์เป็นการใช้งานที่มีความต้องการมากที่สุดสำหรับเครื่องมือกัดถนนคาร์ไบด์ ความแข็งขั้นสุดของคอนกรีตมวลรวม รวมกับพฤติกรรมการแตกหักแบบเปราะของคอนกรีตที่สร้างก้อนวัสดุขนาดใหญ่ที่ไม่ปกติและแรงกระแทกสูงต่อเครื่องมือ ต้องใช้หัวกัดคอนกรีตโดยเฉพาะพร้อมปลายคาร์ไบด์หนาพิเศษ ตัวเรือนเหล็กเสริมแรง และเกรดคาร์ไบด์ที่ปรับให้เหมาะสมเพื่อความเหนียวเหนือความแข็งบริสุทธิ์ การใช้หัวกัดแอสฟัลต์ในคอนกรีตถือเป็นการประหยัดที่ผิดพลาด อัตราความล้มเหลวและการสิ้นเปลืองเครื่องมือจะสูงกว่าส่วนต่างต้นทุนระหว่างเครื่องมือทั่วไปและเครื่องมือเฉพาะคอนกรีตอย่างมาก
ผลิตภัณฑ์ของเรา //
สินค้าที่เกี่ยวข้อง